PTFEと金属を確実に接着させるには、Araldite AW106 / HV 953Uシステムのような特殊な二液性エポキシ接着剤を使用する必要があります。ただし、接着剤の選択は解決策の一部にすぎません。金属とPTFEの両方の表面を注意深く準備し、PTFE表面を化学的にエッチングした場合にのみ、強力で信頼性の高い接着が可能になります。
PTFE接着の鍵は接着剤単体にあるのではなく、体系的なプロセスにあります。すなわち、エッチングによって非粘着性のPTFE表面を化学的に改質し、その後、制御された条件下で高強度エポキシ接着剤を使用することです。
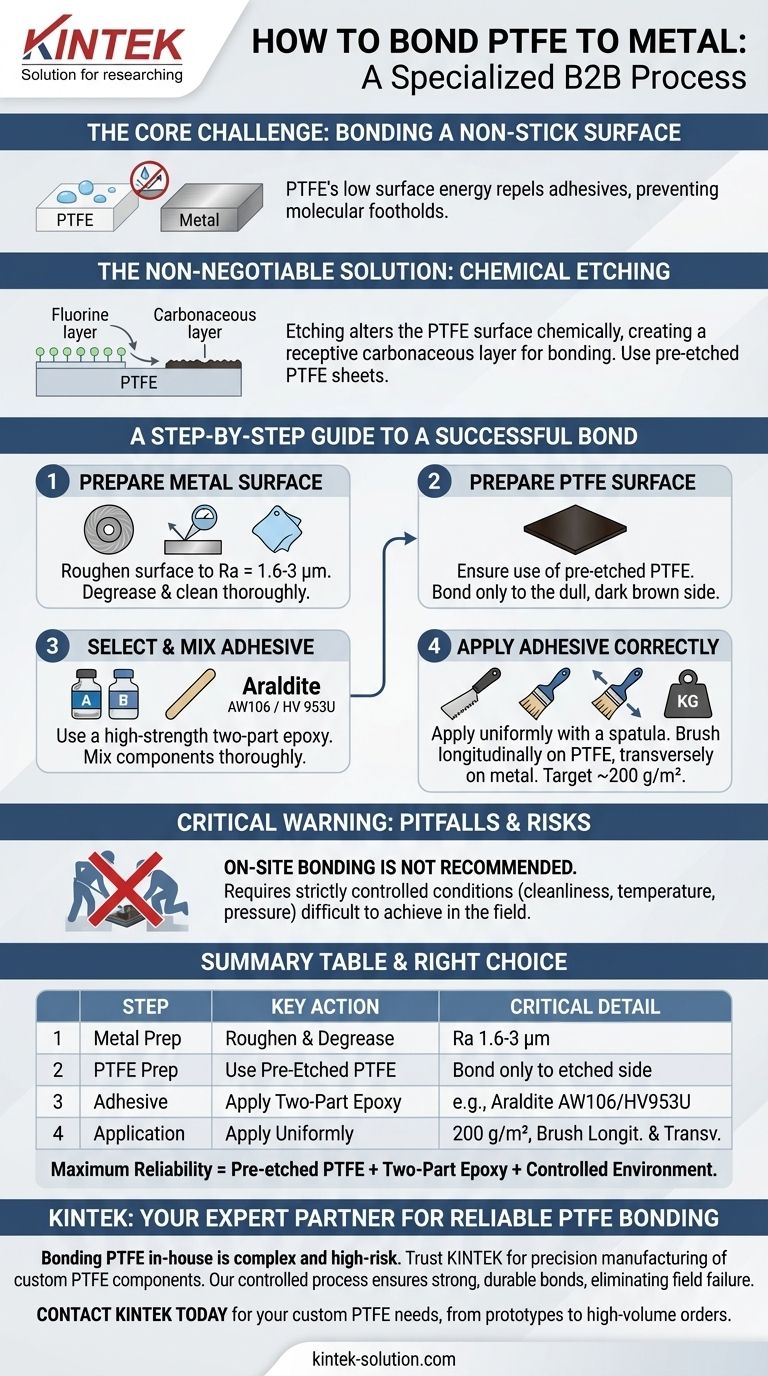
コアとなる課題:非粘着性表面への接着
ポリテトラフルオロエチレン(PTFE)は、極めて低い表面エネルギーを持つように設計されており、これがその特徴的な非粘着性、低摩擦特性の源です。この性質こそが、接着剤が表面に「濡れ」て強力な機械的または化学的結合を形成することを非常に困難にしています。
標準的な接着剤が失敗する理由
未処理のPTFEにほとんどの接着剤が失敗するのは、接着剤が掴むための分子的な足がかりを見つけられないためです。接着剤は表面に広がって付着するのではなく、単に玉になってしまうだけです。
不可欠な解決策:化学エッチング
これを克服するためには、PTFE表面を化学的に改質する必要があります。これはエッチングと呼ばれるプロセスによって行われます。
エッチングは、化学薬品を使用してPTFEの分子骨格からフッ素原子を剥離させ、接着を受け入れやすい炭素質層を残します。信頼性の高い結果を得るためには、メーカーからすでに片面がエッチング処理されたPTFEシートを入手することを強くお勧めします。

成功する接着のためのステップバイステップガイド
PTFEと金属の間に耐久性のある接着を実現するには、精密なプロセスが必要です。各ステップが最終的な結果にとって重要です。
ステップ1:金属表面の準備
接着剤にとって理想的な表面を形成するために、金属基材を準備する必要があります。まず、研削、フライス加工、または同様の機械加工方法で表面を粗くします。
目標とする表面粗さはRa = 1.6 µmからRa = 3 µmの間である必要があり、Ra = 6 µmを超えてはなりません。
機械加工後、アセトン、トリクロロエチレン、またはパークロロエチレンなどの溶剤で表面を徹底的に脱脂・洗浄し、すべての削りかす、油分、破片を除去する必要があります。
ステップ2:PTFE表面の準備
接着する側に適切にエッチング処理されたPTFEシートを使用していることを確認してください。この面は通常、鈍い濃い茶色または黒色の層として現れます。これが接着できる唯一の面です。
ステップ3:接着剤の選択と混合
高いせん断強度が得られるため、二液性エポキシ接着剤システムが推奨されます。この用途では、Araldite AW106樹脂とAraldite HV 953U硬化剤の組み合わせが実績のある選択肢です。
各成分が完全に混合されていることを確認し、メーカーの指示に従って接着剤を準備します。
ステップ4:接着剤の正しい塗布
ギザギザのヘラを使用して、混合したエポキシを準備された金属表面とエッチング処理されたPTFE表面の両方に均一に塗布します。
最適な分散のために、PTFEには接着剤を縦方向に、金属には横方向に塗布します。目標量は、接着面積あたり約200グラム/平方メートルです。
落とし穴と重要な警告の理解
このプロセスを成功させるには、適切な材料だけでなく、制御された環境が必要です。
現場での接着の大きなリスク
現場(「サイトボンディング」)でPTFEを金属に接着することは推奨されません。
このプロセスは環境要因に非常に敏感です。信頼性の高い接着を実現するには、作業場環境外では再現が難しい、清浄度、温度、圧力の厳密に制御された条件が必要です。
せん断強度と接着の完全性
正しく行われた場合、エポキシによって形成される接着は非常に強力になります。エポキシのせん断値は、実際にはPTFE材料自体のせん断値よりも高いため、接着継手がアセンブリの最も弱い部分になることはありません。
目標に合わせた適切な選択
あなたの取り組みは、プロジェクトが要求する信頼性と性能レベルによって決定されるべきです。
- 最大の信頼性と接着強度を重視する場合: 制御された清潔な作業場環境で、あらかじめエッチング処理されたPTFEと二液性エポキシ接着剤を使用する必要があります。
- 迅速な現場修理を重視する場合: 現場でPTFEを接着しようとすることは非常にリスクが高く、専門的な準備と硬化装置なしでは失敗する可能性が非常に高いことに注意してください。
結局のところ、成功するPTFEから金属への接着は、単一の製品の結果ではなく、正確で規律あるシステムの成果です。
要約表:
| ステップ | 主要なアクション | 重要な詳細 |
|---|---|---|
| 1. 金属準備 | 粗くする & 脱脂 | 表面粗さ (Ra) 1.6-3 µmを達成 |
| 2. PTFE準備 | エッチング済みPTFEを使用 | 鈍い濃い茶色のエッチング面のみに接着 |
| 3. 接着剤 | 二液性エポキシを塗布 | Araldite AW 106 / HV 953 Uのようなシステムを使用 |
| 4. 塗布 | 均一に塗布 | 目標200 g/m²、PTFEには縦方向、金属には横方向に塗布 |
信頼性の高いPTFE-金属部品が必要ですか?
PTFEの社内での接着は、複雑でリスクの高いプロセスです。最大の信頼性と性能を得るには、KINTEKの専門家を信頼してください。
当社は、半導体、医療、実験室、産業分野向けに、シール、ライナー、実験器具を含むPTFE部品の精密製造とカスタム加工を専門としています。当社の管理された製造プロセスにより、すべての接着が強力で耐久性のあるものとなり、現場での故障のリスクを排除します。
複雑な接着作業は当社にお任せください。試作品から大量注文まで、カスタムPTFE部品のニーズについてKINTEKに今すぐお問い合わせください。
ビジュアルガイド
関連製品
- 産業およびハイテク用途向けのカスタムPTFEシーリングテープ
- 耐熱性PTFE製 白ねじプラグ カスタムT型 封止穴ストッパー 防水防塵 化学的不活性 実験用ファスナー
- 産業用電気アプリケーション向けのカスタムPTFE絶縁ガスケットおよび耐食性フッ素ポリマーシール
- カスタムPTFEシーリングキャップおよび耐食性低バックグラウンドテフロンアダプタ
- カスタマイズ可能 耐熱性 帯電防止 PTFE 絶縁ガスケット 難燃性 耐食性 産業用シール



















