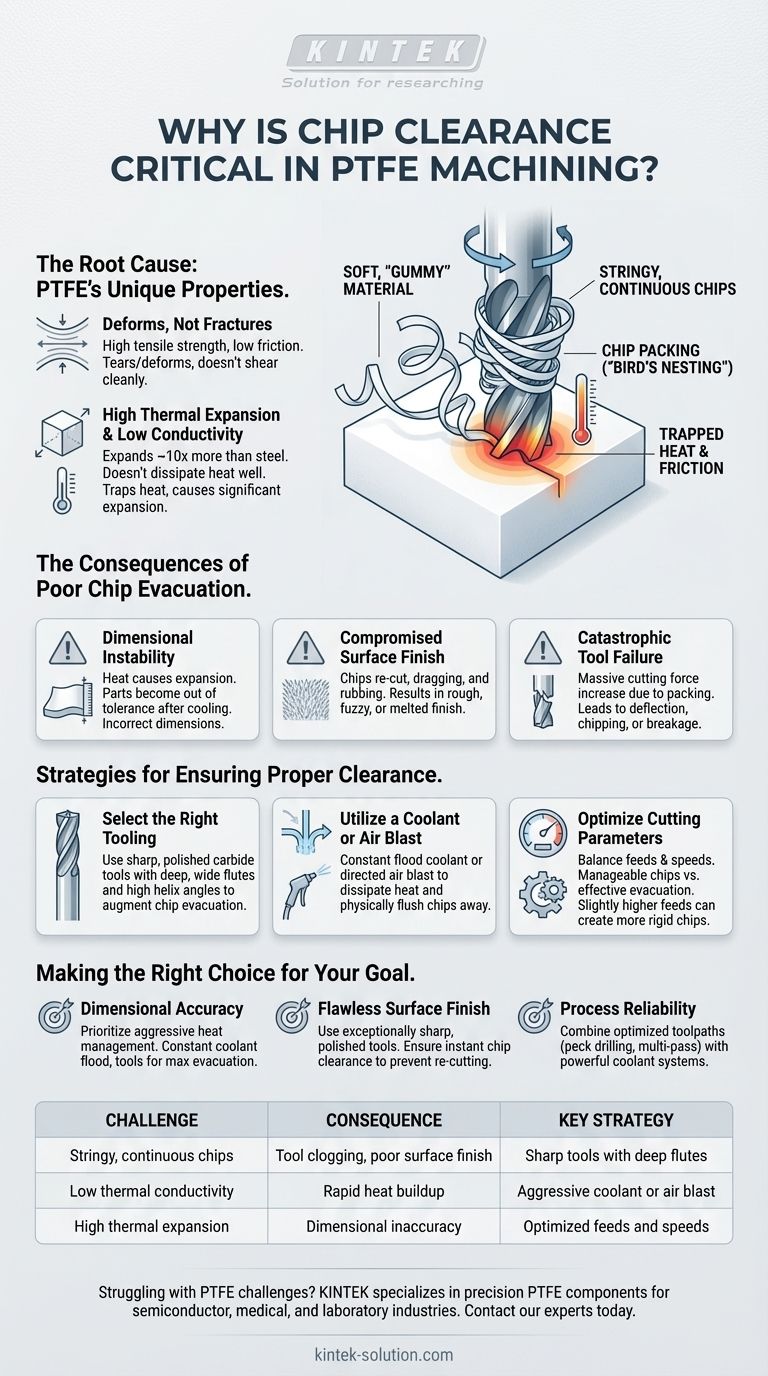
PTFE加工では、目詰まりを防ぐために効果的な切りくず排出が極めて重要です。 PTFEは柔らかく「ガミー」な材料であるため、切れにくく長く連続した糸状の切りくずを生成します。これらの切りくずは工具やワークピースにすぐに巻き付き、致命的な部品の破損、表面仕上げの悪化、工具の損傷につながる可能性があります。
PTFE加工における中心的な課題は、材料そのものを切削することではなく、その特有の性質を管理することです。切りくず排出を優先することが、熱の蓄積を制御し、材料の高い熱膨張による加工不良を防ぐための主要な戦略となります。
根本原因:PTFEの特有の材料特性
切りくず排出の重要性を理解するには、まずPTFEが切削工具の下でどのように振る舞うかを理解する必要があります。小さく脆い切りくずを生成する金属とは異なり、PTFEの反応は大きく異なります。
破砕ではなく、変形する材料
PTFEは非常に柔らかく、摩擦係数が低いです。切削すると、きれいにせん断されるよりも、引き裂かれたり変形したりする傾向があります。
この挙動により、引張強度の高い、リボンのような長い切りくずが形成されます。これらの切りくずは自然に管理しやすい大きさに破断しません。
切りくずの充填(パッキング)の問題
これらの連続した糸状の切りくずは、回転する工具に巻き付き、「鳥の巣」を形成する傾向があります。
この絡まった塊が工具のフルートに充填され、新しい切りくずの排出が完全に妨げられます。この時点で、工具は切削をやめ、こすれ始め、莫大な摩擦熱を発生させます。
熱の蓄積との関連性
PTFEは熱伝導率が非常に低く、熱をうまく放散しません。また、熱膨張率が非常に高い(鋼の約10倍)です。
切りくずが工具の周りに充填されると、切削点に熱が直接閉じ込められます。この局所的な熱により材料が大幅に膨張し、寸法の精度を維持することが不可能になります。

不十分な切りくず排出の結果
切りくず排出の管理に失敗すると、PTFE加工で遭遇する最も一般的な問題に直接つながります。すべての主要な失敗はこの単一の問題に起因しています。
寸法の不安定性
充填された切りくずが熱を発生させると、PTFEが膨張します。開けられた穴は小さくなり、削り出された直径は大きくなります。部品が冷えると、寸法が不正確になり、公差を外れます。
表面仕上げの低下
切りくずが効果的に排出されない場合、工具によって再切削されることがよくあります。この引きずりや摩擦作用により表面が傷つき、きれいで滑らかな切削面ではなく、粗く、けば立った、または溶けたような仕上げになります。
致命的な工具の破損
充填された切りくずで工具が完全に詰まると、切削力が大幅に増加します。これにより、工具がたわんだり、欠けたり、完全に破損したりする可能性があり、ワークピースや機械のスピンドルを損傷する恐れがあります。
適切な排出を確実にするための戦略
PTFE加工を成功させるには、切削ゾーンから切りくずを積極的にかつ強力に除去するように設計されたシステムに依存します。
適切な工具の選択
標準的な金属切削工具は理想的ではありません。柔らかい材料向けに設計された、鋭利で高度に研磨された表面と深く広いフルートを持つ超硬工具を使用してください。例えば、エンドミルにおける高いヘリックス角は、ポケットから切りくずを吸い上げて排出するオーガのように機能します。
クーラントまたはエアブローの利用
クーラントの連続的な供給は2つの重要な目的を果たします。切削中に発生する熱を放散し、糸状の切りくずを物理的に工具から洗い流します。
液体クーラントが使用できない状況では、圧縮空気の指向性のある噴射も切りくずを吹き飛ばすのに効果的です。
切削パラメータの最適化
熱を低減するために低速切削が推奨されることが多いですが、これはバランスを取る必要があります。目標は、管理しやすい切りくずを生成しつつ、効果的な排出を可能にする送り速度と回転速度を使用することです。時には、わずかに速い送り速度にすることで、クーラントが押し出しやすくなる、より剛性の高い切りくずを生成できることがあります。
目標に応じた適切な選択
加工戦略は、最終部品の最も重要な特徴によって決定されるべきです。
- もし主な焦点が厳密な寸法精度であれば: 絶え間ないクーラントの供給と、最大限の切りくず排出のために設計された工具により、積極的な熱管理を優先してください。
- もし主な焦点が完璧な表面仕上げであれば: 非常に鋭利で研磨された工具を使用し、再切削や摩擦を防ぐために切りくずが即座に排出されることを確認してください。
- もし主な焦点が生産におけるプロセスの信頼性であれば: 最適化されたツールパス(ペックドリルやマルチパスミーリングなど)と強力なクーラントシステムを組み合わせ、切りくずが充填される機会を絶対に与えないようにします。
結局のところ、切りくず排出をマスターすることが、PTFEを精度と再現性をもって加工するための鍵となります。
要約表:
| 課題 | 結果 | 主要戦略 |
|---|---|---|
| 糸状の連続した切りくず | 工具の目詰まり、表面仕上げの悪化 | 深く広いフルートを持つ鋭利な工具 |
| 低い熱伝導率 | 急速な熱の蓄積 | 積極的なクーラントまたはエアブロー |
| 高い熱膨張率 | 寸法の不正確さ | 最適化された送り速度と回転速度 |
PTFE加工の課題にお困りですか? KINTEKは、半導体、医療、実験室産業向けの高精度PTFE部品を専門としています。プロトタイプから大量生産まで、カスタム加工の専門知識により、お客様の用途に合わせて切りくず排出と熱管理が最適化された、最高水準で加工された部品をお約束します。当社の専門家にご相談ください、信頼性が高く再現性のある結果を実現しましょう。
ビジュアルガイド
関連製品
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- PTFE分散ディスク 食品・化粧品グレード 非粘着 耐腐 大型攪拌パドル カスタマイズ可能インペラ



















