要するに、PTFEの加工において効果的な冷却システムを維持することが不可欠なのは、この材料が熱に非常に敏感であるためです。適切な熱管理がないと、切削工具からの摩擦によって急速に熱が発生し、大幅な熱膨張を引き起こします。これは直接的に部品の反り、不十分な寸法精度、粗い表面仕上げにつながります。
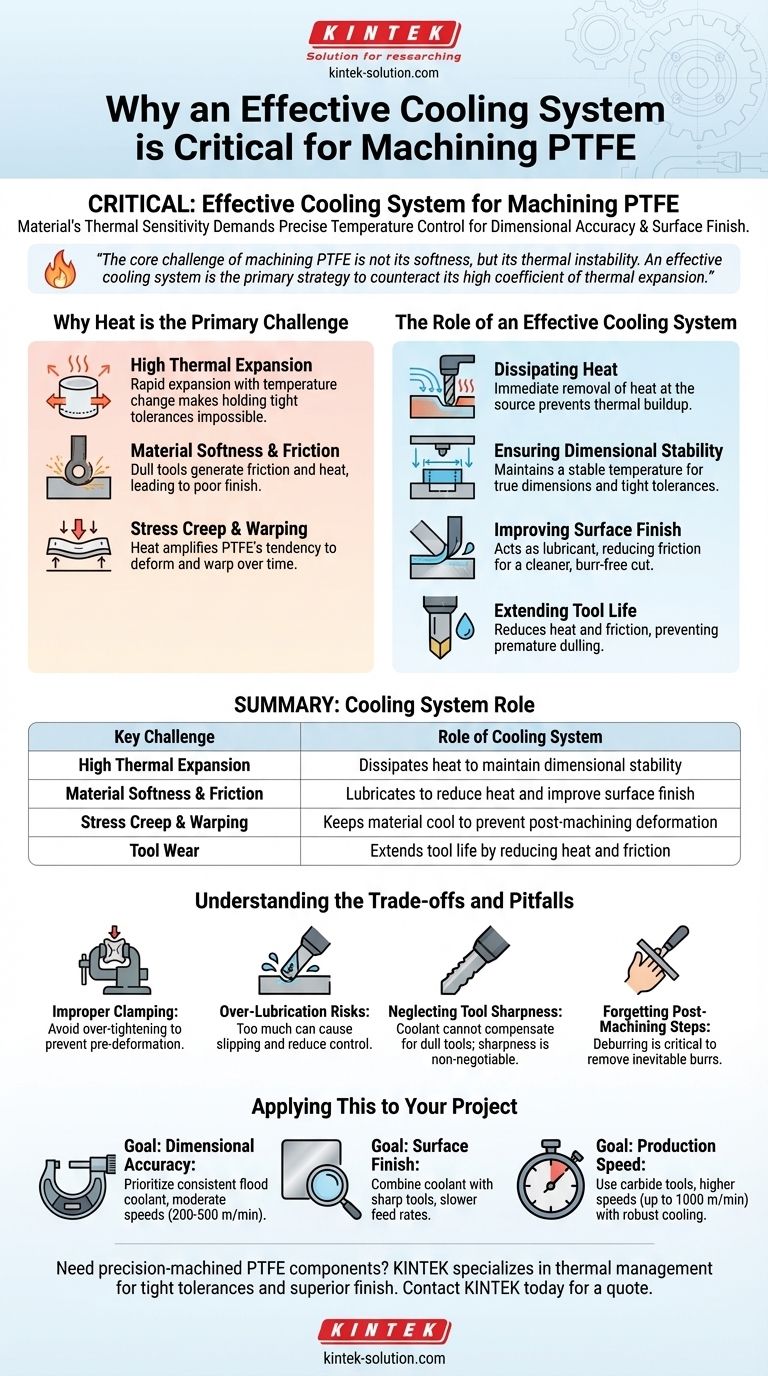
PTFE加工の核となる課題は、その柔らかさではなく、熱的不安定性です。効果的な冷却システムは、その高い熱膨張係数に対抗し、最終部品が必要な寸法仕様を満たすことを保証するための主要な戦略です。
PTFEにおける熱が主要な課題である理由
冷却の必要性を理解するためには、まず材料の固有の特性を理解する必要があります。金属や硬いプラスチックとは異なり、PTFEの最大の加工上の課題は、温度と圧力に対する特有の反応に起因します。
高い熱膨張率
PTFEは、他のほとんどのエンジニアリング材料よりもはるかに大きく温度変化によって膨張・収縮します。切削界面でわずかな熱の上昇があっただけでも部品が膨張し、厳しい公差を維持することが不可能になります。
材料の柔らかさと摩擦
PTFEの柔らかさは切削を容易にしますが、高い摩擦につながる可能性もあります。完璧に鋭利でない工具は、材料をきれいにせん断するのではなく、押し込んだり「鋤(すき)」のように動かしたりする傾向があり、過剰な熱と悪い仕上げを生み出します。
クリープと反り
PTFEは持続的な圧力の下で「クリープ」、つまりゆっくりと変形する傾向があります。この効果は熱によって著しく増幅され、材料を弛緩させ、加工後に完成した部品が反ったり形状が変わったりする原因となる可能性があります。

効果的な冷却システムの役割
クーラントの一定の流れは、材料の自然な傾向に対抗し、加工プロセスを制御下に保つことを目的とした複数の役割を果たします。
発生源での熱の放散
クーラントの最も重要な機能は、熱が発生しているまさにその時に、工具とワークピースから熱を除去することです。この即座の作用により、熱の蓄積と熱膨張を防ぎます。
寸法の安定性の確保
部品を安定した低温に保つことにより、クーラントは加工している寸法が最終製品の真の寸法であることを保証します。これは、厳しい公差を実現し維持するための鍵となります。
表面仕上げの向上
クーラントは潤滑剤として機能し、工具と材料間の摩擦を低減します。これにより、よりきれいなせん断作用が促進され、PTFEのような柔らかい材料を加工する際によく見られる粗い表面やバリが最小限に抑えられます。
工具寿命の延長
熱と摩擦を低減することにより、クーラントは工具の刃先が早すぎる摩耗するのを防ぎ、より長い生産実行において一貫した結果をもたらします。
トレードオフと落とし穴の理解
効果的な熱管理は、単にクーラントを適用すること以上のものです。成功する結果を得るには、他の変数を考慮に入れた全体的なアプローチが必要です。
不適切なクランプ圧力
PTFEは柔らかくクリープしやすい性質があるため、バイスや治具で部品を締めすぎることがよくある間違いです。これは、切削が行われる前に材料を圧縮または変形させ、寸法精度を不可能にします。
過剰な潤滑のリスク
ある程度の潤滑は役立ちますが、過剰な量の潤滑剤は逆効果になる可能性があります。特にデリケートな仕上げ加工中に、工具が滑ったり、正確な制御を維持するのが困難になったりする可能性があります。
工具の鋭利さの無視
クーラントは鈍い工具を補うことはできません。ハイス鋼(HSS)または超硬合金で作られた鋭利で研磨された切削工具は、最小限の摩擦と発熱で切削するため、必須です。
加工後の工程の忘却
最適な冷却と工具を使用しても、PTFEの柔らかさによりバリはほぼ避けられません。バリ取りは、組み立て中に問題を引き起こしたり、部品の早期故障につながったりする可能性のある鋭いエッジを除去するための重要な最終工程です。
あなたのプロジェクトへの適用
主要な目標を使用して、あなたの焦点を決定してください。
- 寸法の精度が主な焦点の場合: 熱膨張を排除するために、一貫した洪水冷却システムを優先し、中程度の切削速度(200〜500 m/min)を使用します。
- 表面仕上げが主な焦点の場合: クーラントと非常に鋭利で研磨された切削工具、および遅い送り速度を組み合わせて、材料の引き裂きを最小限に抑えるきれいなせん断作用を保証します。
- 生産速度が主な焦点の場合: 推奨速度範囲の上限(最大1000 m/min)で超硬チップ工具を使用しますが、増加する熱負荷を処理するのに十分な堅牢な冷却システムであることを確認します。
結局のところ、PTFE加工を習得することは、その熱的特性を尊重し、冷却を制御のための主要なツールとして使用することを意味します。
要約表:
| 主な課題 | 冷却システムの役割 |
|---|---|
| 高い熱膨張 | 熱を放散して寸法の安定性を維持する |
| 材料の柔らかさと摩擦 | 潤滑して熱を低減し、表面仕上げを改善する |
| クリープと反り | 材料を冷却して加工後の変形を防ぐ |
| 工具摩耗 | 熱と摩擦を低減して工具寿命を延長する |
お客様の正確な仕様を満たす精密機械加工されたPTFE部品が必要ですか?
KINTEKでは、半導体、医療、実験産業向けにPTFEの加工を専門としています。熱の制御が、すべての部品で寸法精度と優れた表面仕上げを実現するための鍵であることを理解しています。
当社が提供するもの:
- 専門的な熱管理: 当社の高度な冷却技術は、反りを防ぎ、厳しい公差を保証します。
- カスタム加工: プロトタイプから大量注文まで、精密なPTFEシール、ライナー、実験器具を提供します。
- 材料の専門知識: 完璧な結果を得るために、鋭利な工具と最適な加工パラメータを活用します。
PTFE加工の複雑さは当社にお任せください。KINTEKに今すぐお問い合わせで見積もりを取得し、当社の精密生産がお客様のプロジェクトにどのように役立つかをご確認ください。
ビジュアルガイド
関連製品
- 分液漏斗とPFA採集ボトルを備えた耐高温腐食性PTFEフッ化水素凝縮還流システム
- 腐食性生化学プロセス用 PTFE 凝縮還流・ガス回収装置 カスタマイズ可能高温システム
- 腐食性化学プロセス用蛇管コイルおよびフラスコ回収システムを備えたカスタムPTFE還流縮装置
- カスタムPTFEろ過システム 耐酸性 高純度 半導体グレード 化学プロセス用フィルター
- PTFE連続反応システム ジャケット付等圧滴下漏斗 耐腐食性 耐HF性 カスタマイズ可能