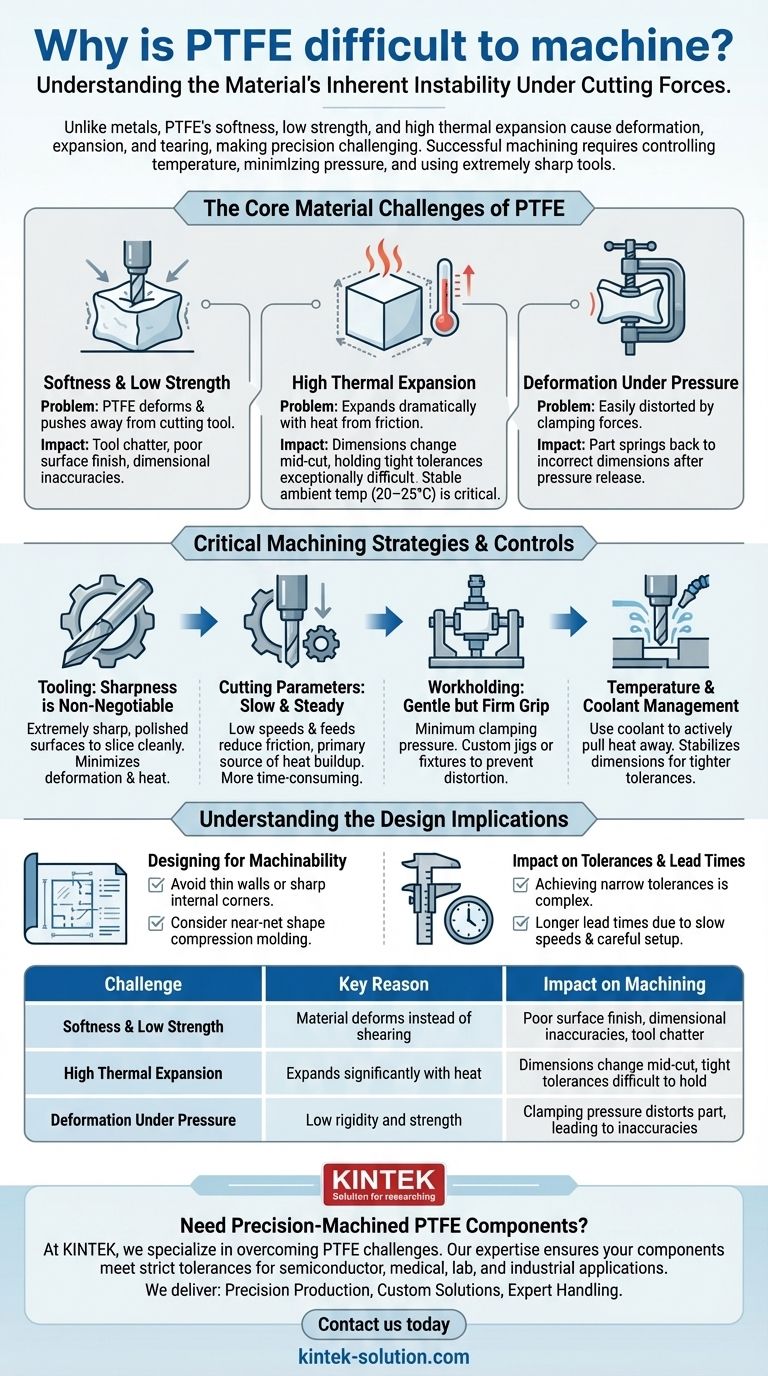
根本的に、PTFEは切削の力に対して本質的に不安定であるため、加工が困難です。金属がきれいにせん断されるのとは異なり、PTFEの柔らかさ、低い強度、極めて高い熱膨張率の組み合わせは、材料を変形、膨張、引き裂き、精密加工を大きな課題にします。
中心的な問題はPTFEの硬さではなく、剛性の欠如と熱に対する劇的な反応です。加工を成功させるには、温度制御、圧力の最小化、そして材料を歪ませずにスライスするための非常に鋭い工具の使用という、デリケートなバランスを取る必要があります。
PTFEの主要な材料的課題
PTFEを効果的に加工するには、まず物理的な力に対してこれほど反応しやすい特定の特性を理解する必要があります。これらの特性は材料固有のものであり、加工プロセスのあらゆる側面を決定します。
柔らかさと低強度の問題
PTFEは信じられないほど柔らかい材料です。切削工具が接触すると、材料はきれいにチップとして削り取られるのではなく、押しやられ、変形する傾向があります。
この柔らかさは、工具がワークピースに対して振動する**工具のびびり(チャタリング)**を引き起こし、結果として表面仕上げの悪化や寸法精度の誤差につながることもあります。
高い熱膨張率
PTFEは、すべてのプラスチックの中で最も熱膨張係数が高いものの一つです。これは、わずかな温度変化でも材料が劇的に膨張・収縮することを意味します。
加工プロセスによる摩擦が熱を発生させ、切削中に材料が**膨張**します。これにより、部品の寸法が絶えず変化するため、厳しい公差を維持することが極めて困難になります。
安定した周囲温度、理想的には**20~25°C(68~77°F)**を維持することが、この変動を最小限に抑えるために不可欠です。
圧力下での変形
材料の低い強度は、外部の力によって容易に変形することを意味します。部品をバイスやチャックに固定するために使用される**クランプ圧力**でさえ、形状を歪ませるのに十分な場合があります。
保持中に部品が変形すると、間違った寸法で加工されてしまいます。圧力が解放されると、部品は自然な状態に戻り、不正確さが現れます。

重要な加工戦略と制御
PTFEの課題を克服するには、力よりも繊細さを優先するプロセスが必要です。適切な技術は、熱と圧力の導入を最小限に抑えるように設計されています。
工具:鋭利さは譲れない
工具は**極度に鋭利で、表面が高度に研磨されている**必要があります。鋭いエッジは材料をきれいに切り裂き、変形と発熱を最小限に抑えます。
**超硬工具**は、鋭いエッジをより長く維持できるため、しばしば好まれます。目標は、材料を押し潰すのではなく、せん断することです。
切削条件:ゆっくりと着実に
機械工は、**低い切削速度と送り速度**を使用する必要があります。工具の動きを遅くすることで摩擦が減少し、熱膨張を引き起こす熱の蓄積の主な原因が低減されます。
この意図的なペースが、他の材料と比較してPTFEの加工が**時間のかかる**プロセスである主な理由です。
ワーク保持:優しくもしっかりと握る
ワークピースの変形を防ぐために、**必要最小限のクランプ圧力**を適用することが不可欠です。精密部品の場合、部品を締め付けずにサポートするカスタム治具や固定具が必要になることがよくあります。
薄肉または繊細な部品の場合、加工中に**内部または外部のサポート**を提供することで、工具圧力による壁の崩壊や変形を防ぐことができます。
温度とクーラントの管理
**クーラント**の使用は強く推奨されます。これは潤滑のためではなく、ワークピースと切削工具から熱を積極的に引き離すためです。これにより部品の寸法が安定し、より厳しい公差が可能になります。
設計への影響の理解
PTFE加工の固有の難しさは、あらゆる部品の設計段階で考慮しなければならない直接的な結果をもたらします。
加工性を考慮した設計
エンジニアは材料の特性を考慮に入れる必要があります。**極端に薄い壁**や鋭い内角などの特徴は変形しやすいため、慎重に設計するか、可能な限り避けるべきです。
**圧縮成形**からほぼ最終形状に近いものから始めることで、除去する必要のある材料の量を減らし、加工時間とエラーのリスクを最小限に抑えることができます。
公差とリードタイムへの影響
**狭い公差範囲**を実現し維持することは複雑な作業です。熱膨張と変形の組み合わせにより、切削中に測定された寸法が最終的な寸法ではない可能性があります。
プロセスが低速、慎重なセットアップ、特殊な取り扱いを必要とするため、カスタムPTFE部品の製造は、より安定したエンジニアリングプラスチックと比較して、しばしば**長いリードタイム**を伴います。
アプリケーションに最適な選択をする
PTFEをうまく利用するには、設計目標と製造プロセスの現実を一致させる必要があります。
- 最優先事項が高度な精度である場合: 厳格な環境温度制御、鋭利な工具とクーラントの使用、非常に遅い加工速度を優先する必要があります。
- 最優先事項が部品の安定性である場合: より肉厚な壁や大きなR(アール)などの堅牢な特徴を持つ部品を設計し、熱膨張を考慮に入れた公差を設定する必要があります。
- 最優先事項がコストとリードタイムの最小化である場合: 要件を満たすことができる、より加工しやすい別の材料を検討するか、部品を可能な限り最終形状に近づけるように成形するように設計することを検討してください。
これらの固有の材料挙動を理解することが、PTFEのブロックを機能的で精密なコンポーネントに変える鍵となります。
要約表:
| 課題 | 主な理由 | 加工への影響 |
|---|---|---|
| 柔らかさと低強度 | 材料がせん断されずに変形する | 表面仕上げの悪化、寸法誤差、工具のびびり |
| 高い熱膨張率 | 熱で著しく膨張する | 切削中に寸法が変化し、厳しい公差の維持が困難 |
| 圧力下での変形 | 剛性と強度の欠如 | クランプ圧力が部品を歪ませ、誤差につながる |
精密加工されたPTFE部品が必要ですか?
KINTEKでは、PTFE加工特有の課題を克服することに特化しています。プロトタイプから大量注文までのカスタム加工における当社の専門知識により、半導体、医療、実験室、産業用途の最も厳しい公差を満たすコンポーネントが保証されます。
当社が提供するもの:
- 精密生産: 鋭利な工具、温度管理、穏やかなワーク保持を使用して変形を最小限に抑えます。
- カスタムソリューション: お客様の正確な仕様に合わせたPTFEシール、ライナー、ラボウェアなど。
- 専門的な取り扱い: 熱膨張と材料の安定性を管理し、信頼性の高い高性能部品を実現します。
PTFE加工の複雑さは当社にお任せください。プロジェクトについてご相談いただき、お見積もりを取得するために、今すぐお問い合わせください!
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 高度な産業用途向けカスタマイズ可能なPTFEロッド



















