核となるのは、成形PTFEブッシュの製造は、ポリマー用に調整された粉末冶金プロセスであるということです。これには、バージンまたはブレンドされたPTFE粉末を予備成形形状に圧縮し、その後、高温で加熱または「焼結」して粒子を固体で耐久性のあるコンポーネントに融合させることが含まれます。
重要な点は、PTFEは一般的なプラスチックのように溶融加工されないということです。代わりに、室温で高圧圧縮によって成形され、その後オーブンで焼かれるというプロセスを経て、最終的な特性と設計の可能性が決定されます。
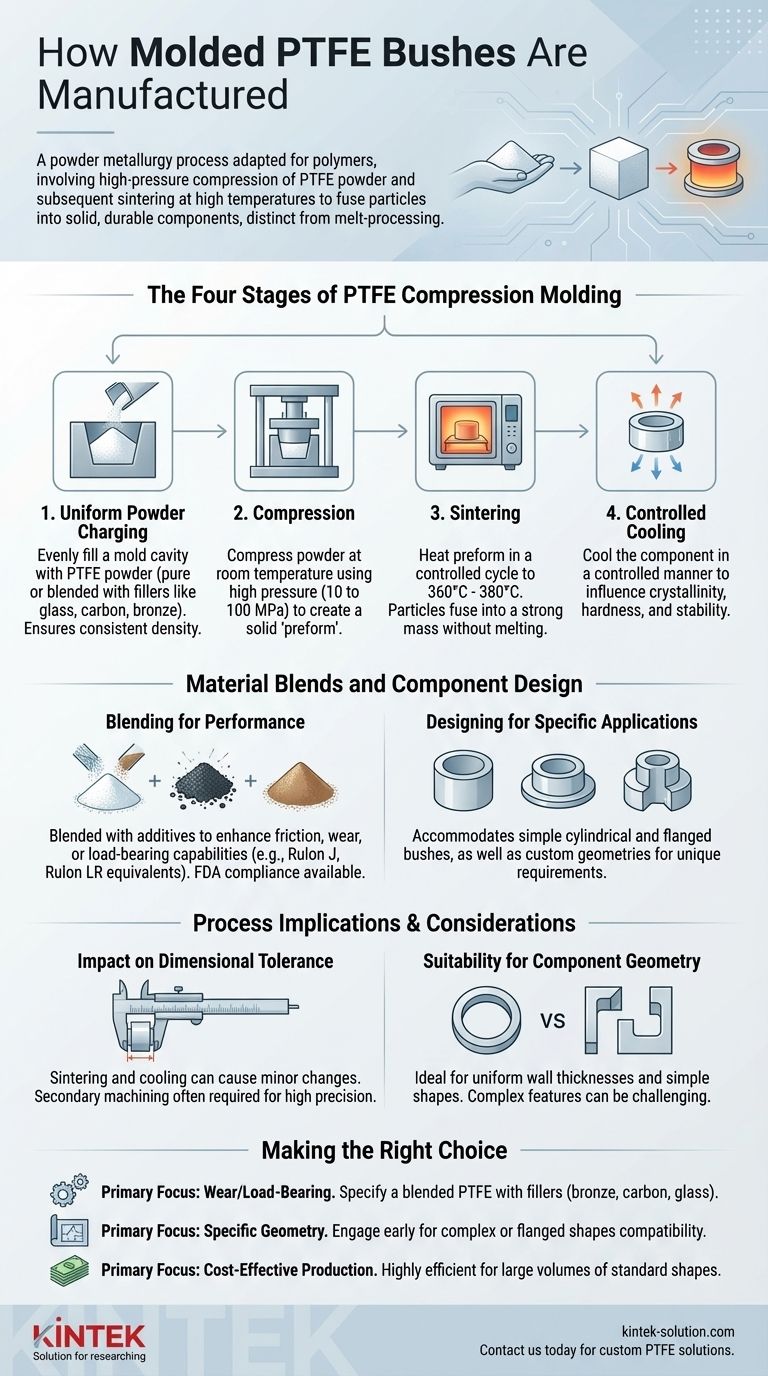
PTFE圧縮成形の4つの段階
成形PTFEブッシュの作成は、精密な多段階プロセスです。最終コンポーネントが必要な機械的および寸法の仕様を満たすことを保証するために、各ステップが重要です。
ステージ1:均一な粉末の充填
最初のステップは、金型キャビティにPTFE粉末を均等に充填することです。この粉末は純粋なPTFEであるか、特定の特性を向上させるためにガラス、カーボン、またはブロンズなどのフィラーを含むブレンドである場合があります。
粉末が均一に分散していることを確認することは、一貫した密度を確保し、完成品に弱い部分ができるのを防ぐために不可欠です。
ステージ2:圧縮
次に、粉末を室温で金型内で圧縮します。これは通常10~100 MPaの範囲の高圧を使用して行われます。
この圧縮フェーズにより、バラの粉末が「予備成形体」と呼ばれる壊れやすい固体のブロックに変わり、最終的なブッシュの基本的な形状になります。
ステージ3:焼結
予備成形体は金型から慎重に取り出され、焼結オーブンに入れられます。これは、材料を実際に溶かすことなく粒子を融合させるために、360°Cから380°C(680-716°F)の間の温度で、正確に制御されたサイクルで加熱されます。
焼結中、個々のPTFE粒子が融合し、強力な固体塊を形成しますが、材料は溶けません。この分子結合が、最終部品の強度と独自の特性をもたらします。
ステージ4:制御された冷却
焼結後、コンポーネントは制御された方法で冷却されます。冷却速度は、PTFEの結晶化度に影響を与え、それが硬度、耐摩耗性、寸法安定性などの特性に影響を与えるため、非常に重要です。

材料ブレンドとコンポーネント設計
圧縮成形プロセスは非常に適応性が高く、材料組成と最終部品のジオメトリの両方に大幅なカスタマイズが可能です。
性能向上のためのブレンド
純粋なPTFEが使用されることはめったにありません。より頻繁に、特定の特性を向上させるために、粉末は添加剤やフィラーとブレンドされます。
例えば、望ましい摩擦、摩耗、または耐荷重能力を達成するために、Rulon JやRulon LRなどの特定のグレードと同等の材料ブレンドが配合されることがあります。添加剤は、FDAなどの規制基準を満たすこともできます。
特定のアプリケーション向けの設計
このプロセスは単純な形状に適していますが、さまざまなブッシュ設計を生成できます。
一般的な形状には、単純な円筒形ブッシュやフランジ付きブッシュがあります。このプロセスは、独自のハードウェアまたは組み立て要件に合わせて調整されたカスタムジオメトリにも対応できます。
プロセスの意味の理解
圧縮成形の性質は最終製品に直接的な影響を与え、エンジニアや設計者はこれを考慮する必要があります。
寸法公差への影響
部品は液体から射出成形されるわけではないため、金型から直接非常に厳しい公差を達成することは困難な場合があります。焼結と冷却により、寸法にわずかな予測可能な変化が生じる可能性があります。
非常に高い精度が要求されるアプリケーションでは、焼結されたブッシュに対してセカンダリの機械加工ステップが実行されることがよくあります。
コンポーネントジオメトリへの適合性
圧縮成形は、比較的均一な壁の厚さと、リングやシリンダーのような単純なジオメトリを持つ部品の製造に最適です。
鋭い内側の角や厚さの劇的な変化のような複雑な特徴は、粉末の流れと密度に問題を引き起こし、最終部品の完全性に影響を与える可能性があります。
アプリケーションに最適な選択をする
製造プロセスを利用して、設計と材料の選択を知らせてください。
- 耐摩耗性または耐荷重性が主な焦点である場合:ブロンズ、カーボン、ガラスなどのフィラーを含むブレンドPTFE材料を指定します。
- 特定のジオメトリが主な焦点である場合:フランジ付きまたはカスタム形状の場合、設計が圧縮成形プロセスと互換性があることを確認するために、製造元と早期に関与してください。
- 標準形状のコスト効率の高い生産が主な焦点である場合:このプロセスは、単純な円筒形ブッシュを大量に生産するのに非常に効率的です。
PTFEブッシュがどのように作られるかを理解することで、意図された機能に完全に適合するコンポーネントを指定できるようになります。
要約表:
| ステージ | 主要プロセス | 詳細 |
|---|---|---|
| 1. 粉末充填 | 金型の均一な充填 | PTFEまたはフィラーブレンドで一貫した密度を保証します。 |
| 2. 圧縮 | 高圧成形 | 10~100 MPaの圧力で「予備成形体」を作成します。 |
| 3. 焼結 | 高温融合 | 360~380°Cに加熱して、溶融せずに粒子を結合させます。 |
| 4. 冷却 | 制御された速度での冷却 | 最終的な結晶化度と寸法安定性を決定します。 |
アプリケーションに合わせてカスタムPTFEブッシュが必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野向けに、シール、ライナー、ラボウェアを含む高性能PTFEコンポーネントの製造を専門としています。当社の精密圧縮成形プロセスにより、プロトタイプから大量注文まで、お客様のブッシュが耐摩耗性、耐荷重性、複雑なジオメトリの正確な仕様を満たしていることが保証されます。
当社のカスタムPTFEソリューションの信頼性と性能について話し合い、見積もりを入手するために、今すぐお問い合わせください。
ビジュアルガイド
関連製品
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 高度な産業用途向けカスタマイズ可能なPTFEロッド
- 高度な用途向けのカスタムPTFEスリーブおよびホローロッド
- 高度な産業用途向けカスタム黒鉛充填PTFEロッド
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー



















