本質的に、 OリングにPTFEコーティングを適用することは、その表面特性を向上させるために設計された多段階の工業プロセスです。最も一般的な方法は、PTFE粒子の液体分散液をOリングに直接スプレーすることであり、多くの場合、均一な被覆を確実にするために大きなドラム内で回転させながら行われ、その後、コーティングを永久的に接着させるための熱硬化サイクルが続きます。
基本的な目的は、PTFE Oリングを作成することではなく、エラストマーコアの優れた柔軟性とシーリング能力と、PTFE表面特有の低摩擦性および耐薬品性を組み合わせることです。
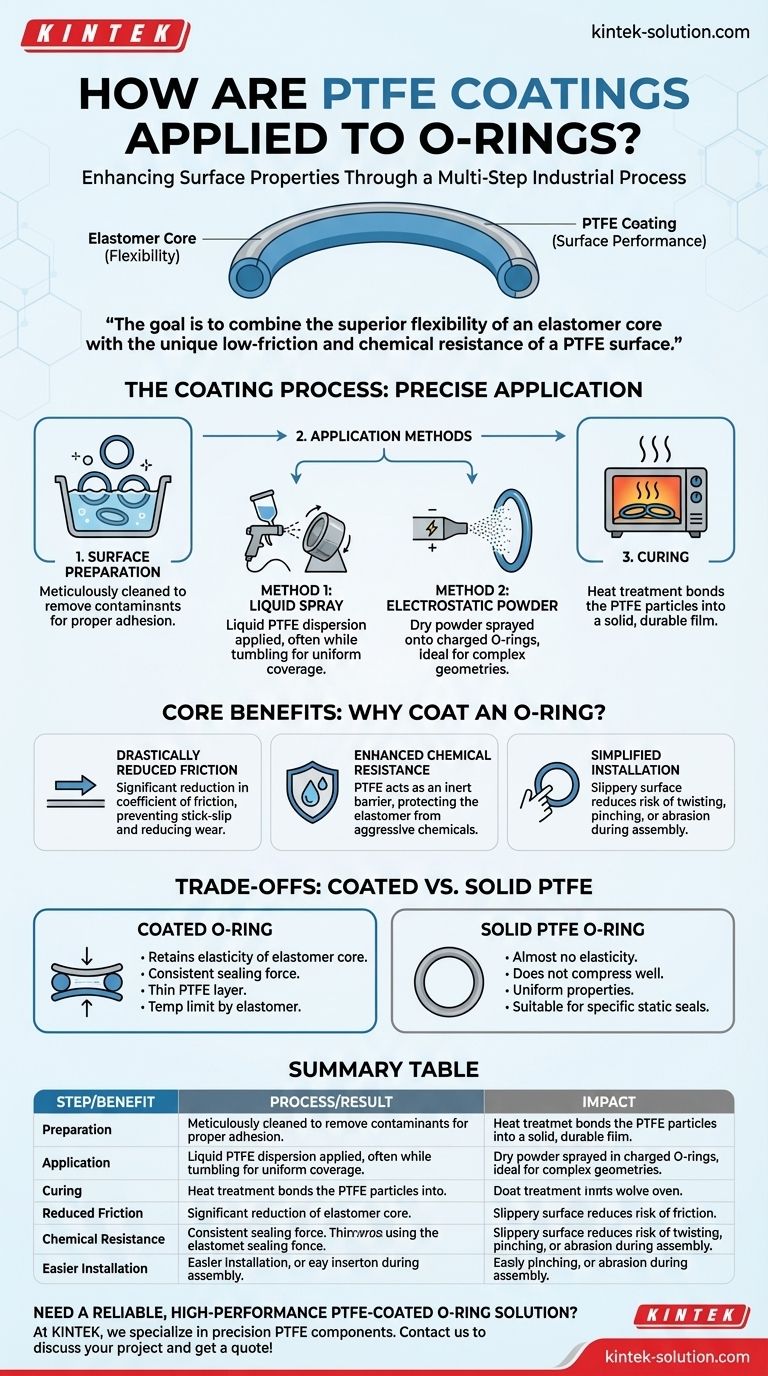
コーティングプロセスの解説
耐久性があり効果的なコーティングを実現するためには、塗布プロセスは正確でなければなりません。Oリングの準備、コーティング材料の塗布、そして永久的な接着を形成するための硬化が含まれます。
基盤:表面処理
コーティングを適用する前に、Oリングは徹底的に洗浄されなければなりません。離型剤やほこりなどの汚染物質は、適切な密着を妨げ、コーティングの失敗につながります。
方法1:液体スプレー塗布
Oリングに最も普及している技術は、液体のPTFE分散液を使用することです。この混合物は、塗装と同様に、従来の圧縮空気スプレーガンを使用して適用されます。大量処理のために、Oリングはコーティングをスプレーしながら大きな回転バレル内で転動させられ、すべての表面に均一な層が保証されます。
方法2:静電粉体塗装
PFAやFEPなどの特定のフッ素樹脂には、ドライパウダーコーティングが使用されます。Oリングに電荷を与え、反対の電荷を帯びた粉末がそれらに向かってスプレーされます。この電気的な引力が粉末を部品の表面に均等に引き寄せ、これは特に複雑な形状に有用です。
最終ステップ:硬化
コーティングが適用された後、Oリングは工業用オーブンで加熱されます。硬化として知られるこの重要なステップは、コーティングを焼き付け、PTFE粒子を溶融させ、流れ合わせ、エラストマーの表面に固着したフィルムを形成させます。

Oリングをコーティングする理由?主な利点
PTFEコーティングを追加することは、エラストマーコアのシーリング性能を損なうことなく、Oリングの表面の相互作用を根本的に変化させます。
摩擦の大幅な低減
主な利点は、摩擦係数の大幅な低減です。これは、スティックスリップ現象を防ぎ、摩耗を減らし、動きに必要な力を下げるために、動的用途で極めて重要です。
耐薬品性の向上
PTFE層は化学的に不活性なバリアとして機能します。それは、そうでなければ膨潤や劣化を引き起こす攻撃的な化学物質との短時間の偶発的な接触から、下にあるエラストマー(FKMやEPDMなど)を保護します。
設置の簡素化
滑りやすい表面により、Oリングは、特に自動組立ラインでの設置がはるかに容易になります。設置中にOリングがねじれたり、挟まれたり、摩耗したりするリスクを低減し、これらはシール失敗の一般的な原因です。
トレードオフの理解:コーティングされたもの vs. 無垢のPTFE
PTFEコーティングされたエラストマーOリングと無垢のPTFE Oリングを区別することが極めて重要です。それらは非常に異なる目的を果たし、異なる制限があります。
弾性とシーリング力
コーティングされたOリングは、そのエラストマーコアの弾性と復元力を保持します。不完全な部分を埋めるために圧縮でき、一貫したシーリング力を発揮するため、ほとんどの標準的なシーリング用途に最適です。
無垢のPTFE Oリングは剛性があり、弾性はほとんどありません。圧縮性が低いため、動的シールや、機能するために従来のOリングの「締め付け」を必要とする用途には適していません。
コーティングの耐久性
PTFEコーティングは非常に薄い層です。高い摩耗を伴う動的用途では、この層はいずれ摩耗し、下のエラストマーが露出し、低摩擦の利点を失う可能性があります。無垢のPTFE部品は、材料全体に均一な特性を提供します。
温度制限
コーティングされたOリングの最大動作温度は、PTFEではなく、そのエラストマーコア材料によって決まります。コア材料が熱に耐えられない場合、コーティングの高温安定性に関係なく、シールは故障します。
用途に最適な選択をする
適切なソリューションの選択は、シーリング環境の特定の要求に完全に依存します。
- 低摩擦の動的シーリングまたは簡単な設置が主な焦点である場合: PTFEコーティングされたエラストマーOリングが理想的な選択肢です。
- 高い摩耗環境でのシーリングが主な焦点である場合: より堅牢な無垢のシール材料を検討する必要があるかもしれませんが、弾性のトレードオフに注意してください。
- 極めて攻撃的な化学物質に対する静的シーリングが主な焦点である場合: 無垢のPTFE Oリングが選択肢になるかもしれませんが、パーフルオロエラストマー(FFKM)Oリングの方がより信頼性の高いシーリングソリューションを提供することがよくあります。
結局のところ、PTFEコーティングは、摩擦と化学的暴露に関連する特定のエンジニアリング上の課題を解決する優れた表面処理です。
要約表:
| ステップ | プロセス | 重要な詳細 |
|---|---|---|
| 1. 準備 | 表面洗浄 | 適切な密着のために汚染物質を除去 |
| 2. 塗布 | 液体スプレーまたは静電粉体 | 均一で均一なコーティング被覆を保証 |
| 3. 硬化 | 熱処理 | PTFEを耐久性のある固形フィルムに接着 |
| 主な利点 | 結果 | 用途への影響 |
| 摩擦低減 | 低い摩擦係数 | 動的シールでのスティックスリップを防止 |
| 耐薬品性 | 不活性なPTFEバリア | エラストマーコアの劣化から保護 |
| 簡単な設置 | 滑りやすい表面 | ねじれや挟み込みのリスクを低減 |
信頼性の高い高性能PTFEコーティングOリングソリューションをお探しですか?
KINTEKでは、半導体、医療、実験室、および産業分野向けにカスタムコーティングされたOリングを含む、精密PTFE部品の製造を専門としています。当社の専門知識により、お客様のシールが、プロトタイプから大量生産に至るまで、特定の用途要件に合わせて調整された優れた低摩擦性能と耐薬品性を発揮することが保証されます。
今すぐお問い合わせいただき、プロジェクトについてご相談の上、お見積もりを取得してください!
ビジュアルガイド
関連製品
- 高度な産業用途向けカスタマイズ可能なPTFEロッド
- 高度な産業用途向けカスタム黒鉛充填PTFEロッド
- 産業用電気アプリケーション向けのカスタムPTFE絶縁ガスケットおよび耐食性フッ素ポリマーシール
- 産業およびハイテク用途向けのカスタムPTFEシーリングテープ
- 耐熱性PTFE製 白ねじプラグ カスタムT型 封止穴ストッパー 防水防塵 化学的不活性 実験用ファスナー



















