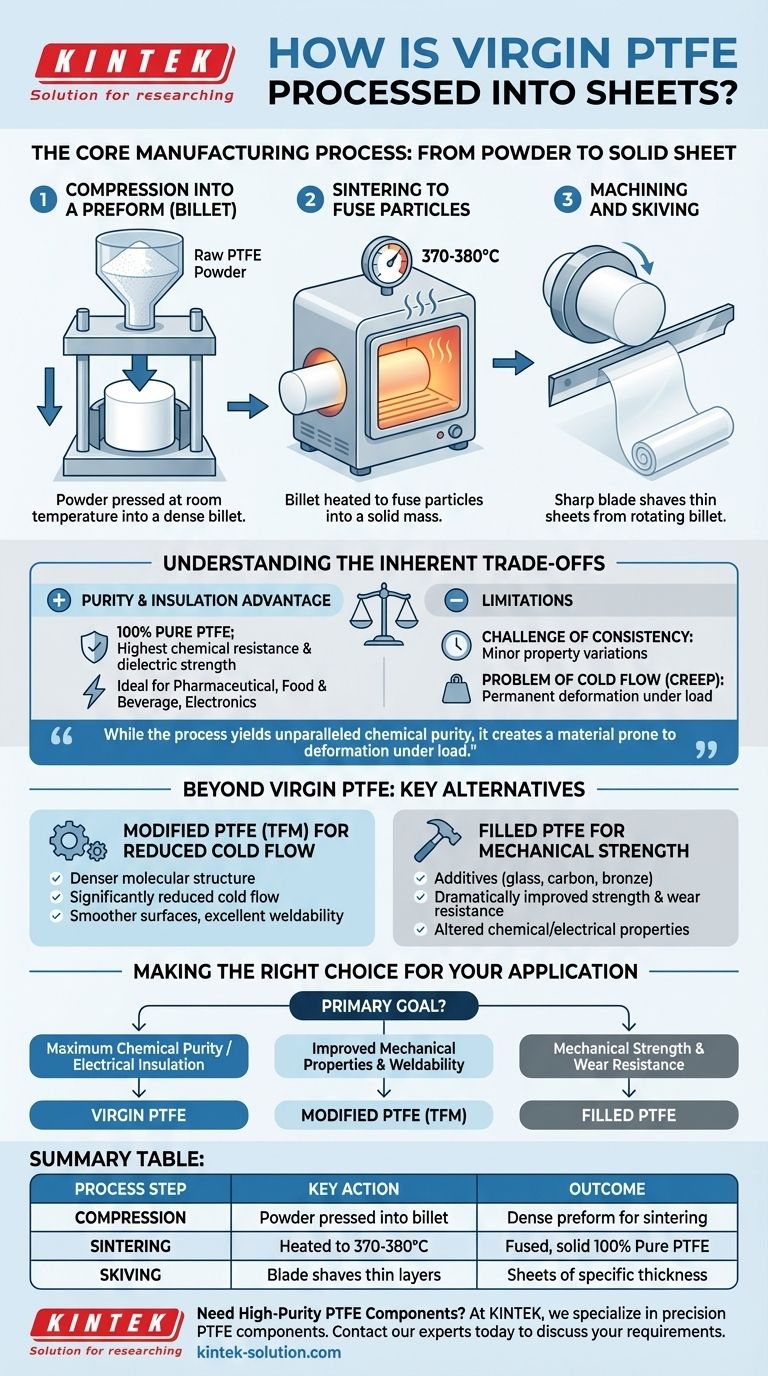
バージンPTFEシートの製造は多段階のプロセスであり、原材料の樹脂粉末を固体で利用可能な形状に変換します。まず、この材料は室温で「ビレット」と呼ばれる高密度のブロックに圧縮されます。次に、このビレットを約370〜380°Cのオーブンで焼結し、粒子を融合させます。冷却後、この固体ブロックは機械加工され、最も一般的にはスキビングと呼ばれるプロセスによって、特定の厚さのシートが作成されます。
圧縮と焼結のプロセスは比類のない化学的純度のシートをもたらしますが、同時に荷重下で変形しやすい(クリープ)材料でもあります。この固有のトレードオフを理解することが、特定の用途に最適なPTFEを選択する鍵となります。

コア製造プロセス:粉末からソリッドシートへ
原材料のPTFE樹脂から完成したシートに至るまでの道のりには、3つの明確な物理的変化が伴います。多くのプラスチックとは異なり、PTFEは溶融加工されないため、独自の特性と加工上の課題が生じます。
ステップ1:予備成形体(ビレット)への圧縮
バージンPTFE粉末を金型に充填し、室温で高圧をかけます。これにより、粉末が予備成形体またはビレットとして知られる高密度の円筒形またはブロックに圧縮されます。このビレットの初期品質は、最終的なシートの特性にとって極めて重要です。
ステップ2:焼結による粒子の融合
ビレットは金型から慎重に取り出され、特殊なオーブンに入れられます。融点(約370〜380°C)のすぐ下まで温度を上げて、高度に制御されたサイクルで加熱されます。この焼結プロセスにより、個々のPTFE粒子が融合し、固体で安定した塊が形成されます。
ステップ3:機械加工とスキビング
ビレットが焼結され、適切に冷却された後、最終加工の準備が整います。シートを作成するために、通常はスキビングと呼ばれる方法が使用されます。これは、ビレットを回転させながら、ジャガイモの皮をむくように、鋭い長い刃で連続した薄い層を削り取る方法です。
固有のトレードオフの理解
バージンPTFEの標準的な製造プロセスは、優れた純度の材料を生み出しますが、理解しておくべき明確な限界もあります。
一貫性の課題
大きなビレット全体で完全に均一な物理的特性を達成することは困難です。これにより、シートがブロックのどこから切り出されたかによって、密度やその他の特性にわずかなばらつきが生じる可能性があり、これは非常にデリケートな用途で考慮すべき点です。
コールドフロー(クリープ)の問題
バージンPTFEは、クリープ、別名コールドフローの影響を受けやすい比較的柔らかい材料です。荷重が加えられると、材料は時間とともにゆっくりと永久に変形します。このため、補強材なしでは高荷重の構造用途には適しません。
純度と絶縁性の利点
このプロセスの主な利点は、100%純粋なPTFEを生成することです。これにより、最高の化学的耐性と絶縁破壊強度を持つ材料が得られ、製薬、食品・飲料、デリケートな電子機器産業にとっての標準的な選択肢となります。
バージンPTFEを超えて:主要な代替品の探求
バージンPTFEの特性が用途の要求を満たさない場合、改質グレードや充填グレードが性能向上をもたらします。これらの材料は同様の方法で加工されますが、異なるベース樹脂から始まります。
コールドフロー低減のための改質PTFE(TFM)
改質PTFE、またはTFMは、化学的改質剤を含み、より密度の高い分子構造を作り出します。これにより、コールドフローが大幅に低減され(3分の1)、機械加工面の平滑性が向上し、優れた溶接性が得られ、バージングレードと充填グレードの中間的なバランスを提供します。
機械的強度向上のための充填PTFE
高い機械的強度と耐摩耗性を必要とする産業用途には、充填PTFEが使用されます。ガラス、カーボン、ブロンズなどの添加剤が、圧縮前にPTFE樹脂と混合されます。これらのフィラーは強度とクリープを劇的に向上させますが、材料の耐薬品性や電気的特性も変化させます。
用途に最適な選択をする
正しい材料の選択は、その特性と主な目標を一致させる必要があります。
- 主な焦点が最大の化学的純度または電気絶縁性にある場合: バージンPTFEが正しい選択であり、特に製薬、食品・飲料、デリケートな電子機器に適しています。
- 主な焦点が機械的強度と耐摩耗性にある場合: 過酷な産業部品には、ガラスやカーボンフィラーなどの充填PTFEを選択してください。
- 主な焦点が溶接性を備えた機械的特性の向上にある場合: 改質PTFE(TFM)は、優れた化学的耐性を維持しながらコールドフローを低減する、より優れたバランスを提供します。
PTFEがどのように製造されているかを理解することで、その性能をよりよく予測し、プロジェクトが要求する正確な材料を選択できます。
概要表:
| プロセスステップ | 主要なアクション | 結果 |
|---|---|---|
| 圧縮 | PTFE粉末を室温でビレットにプレスする。 | 焼結用の高密度予備成形体を作成する。 |
| 焼結 | ビレットを370〜380°Cに加熱し粒子を融合させる。 | 100%純粋なPTFEの固体で安定した塊を形成する。 |
| スキビング | 鋭い刃で冷却されたビレットから薄い層を削り取る。 | 特定の、一貫した厚さのシートを生成する。 |
用途に高純度PTFE部品が必要ですか?
PTFE加工のニュアンスを理解することは、適切な材料を選択するための鍵となります。KINTEKでは、半導体、医療、研究所、特殊産業分野向けに、シール、ライナー、カスタムラボウェアを含む精密PTFE部品の製造を専門としています。
私たちは精密な製造を優先し、プロトタイプから大量注文までのカスタム加工を提供し、お客様のプロジェクトが要求する正確な性能を保証します。
今すぐ専門家にご連絡いただき、お客様固有の要件についてご相談の上、次期プロジェクトで当社の専門知識をご活用ください。
ビジュアルガイド
関連製品
- オリジナル バージンポリテトラフルオロエチレン ふるいメッシュ 固形廃棄物分析 丸型/角型 カスタマイズ対応 PTFEスクリーン
- 高純度バージンPTFE角型タンク 耐食性酸浸漬槽 カスタムフッ素樹脂工業用洗浄タンク
- 高純度PTFE試薬保存瓶 耐薬品性テフロン樹脂 低バックグラウンドバージン素材容器
- PTFE耐熱断熱スリーブ ホットプレートサポート足 実験室天板保護 カスタマイズ可能な熱遮蔽
- PTFE PFA 真空ろ過システム 耐食性 カスタマイズ可能 耐破損 実験装置