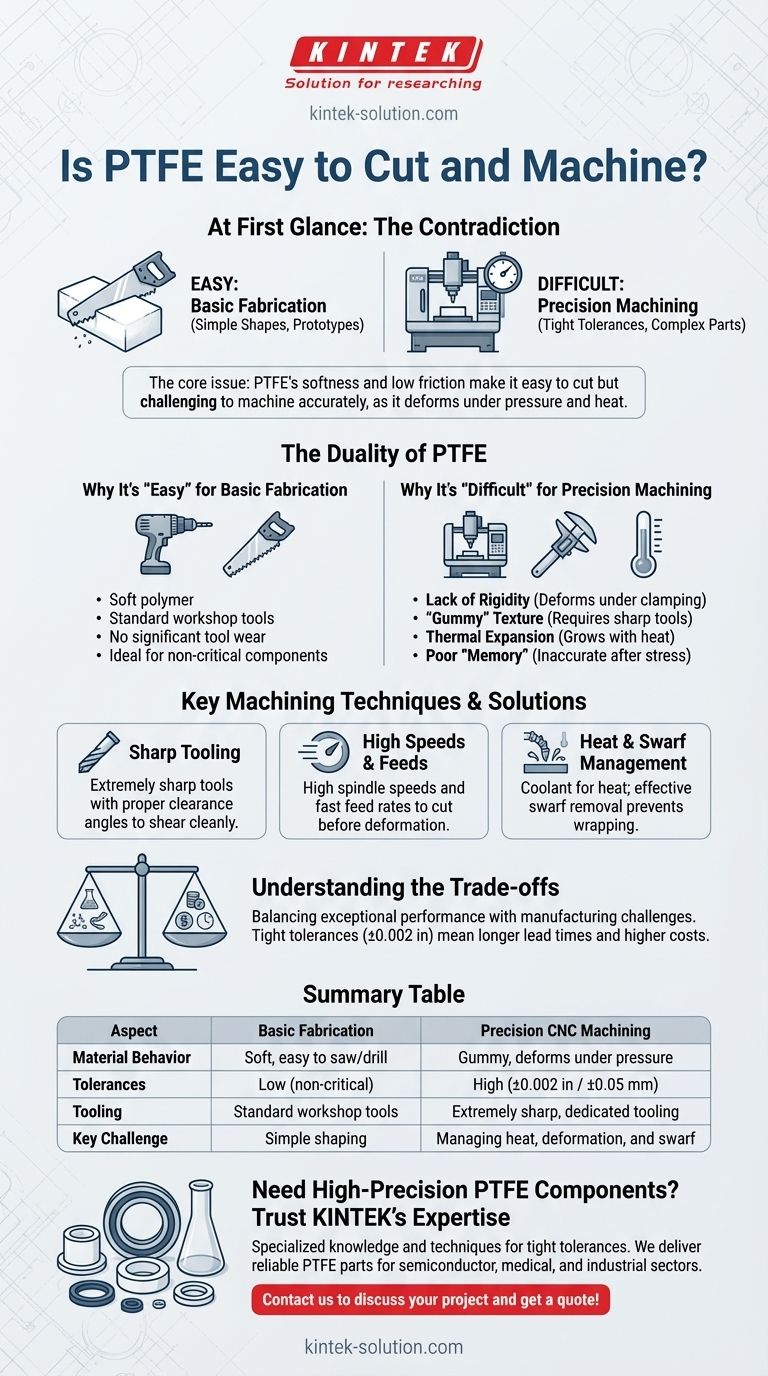
一見すると、答えは矛盾しているように見えます。 PTFE(ポリテトラフルオロエチレン)は柔らかく、基本的な工具で容易に切断、鋸引き、穴あけが可能ですが、高精度基準で機械加工するには非常に難しい材料として知られています。その独自の特性により、単純な形状の加工は容易ですが、厳しい公差を達成するのは困難です。
PTFEの核心的な問題は、その有用性の源である特性(柔らかさと低摩擦)が、正確な機械加工を困難にしている点です。この材料は圧力と熱の下で容易に変形するため、正確な結果を得るには特殊な技術が必要です。
PTFEの二面性:柔らかさと難しさ
PTFEが加工しやすいとも難しいとも言われるのは、粗い切削と精密加工の違いに起因します。この二面性を理解することが、プロジェクトを成功させるための鍵となります。
基本的な製作が「容易」な理由
PTFEは比較的柔らかいポリマーです。プロトタイプ、重要度の低い部品、手動での調整の場合、特殊な設備を必要としません。
標準的な鋸やドリルなどの工具を使用して、工具の摩耗を著しく増やすことなく、シートやロッドを容易に切断できます。
精密加工が「困難」な理由
課題が生じるのは、通常CNC機器を使用して厳しい公差を維持する必要がある場合です。材料固有の特性が機械工の作業に逆らいます。
- 剛性の欠如: PTFEは柔らかいため、万力でクランプする際の圧力で圧縮または変形します。また、切削工具からたわむため、寸法を正確に保持するのが困難です。
- 「ベタつく」質感: 金属のようにきれいな切りくずを生成するのではなく、PTFEは「ベタつく」ことがあります。きれいに切断し、材料を押し回すだけにならないようにするには、極めて鋭い工具と高い送り速度が必要です。
- 熱膨張: この材料は温度変化によって大きく膨張・収縮します。激しい切削中に発生する熱が部品の膨張を引き起こし、冷却後の最終寸法が不正確になる可能性があります。
- 「記憶」の悪さ: 機械加工中にPTFEに応力がかかったり変形したりしても、元の形状にすぐには戻らないため、不正確さが固定化される可能性があります。

主要な機械加工技術と考慮事項
課題があるにもかかわらず、熟練した機械工は非常に正確なPTFE部品を製造できます。そのためには、材料の扱いにくい特性に対抗するための特定の戦略が必要です。
CNCフライス加工と旋削加工
CNCフライス加工は複雑な形状やフィーチャーに使用され、CNC旋削加工はシール、リング、ブッシュなどの円筒部品に最適です。どちらも特定の取り組み方が求められます。
工具と速度の重要性
PTFEの成功は技術にかかっています。機械工は、材料をきれいにせん断するために、適切な逃げ角を持つ極めて鋭い工具を使用しなければなりません。
高い主軸速度と速い送り速度が不可欠です。このアプローチにより、工具が材料を変形させたり溶かしたりする前に切断することが保証されます。
熱と切りくずの管理
熱を発生しやすい作業では、熱膨張を防ぐためにクーラントが必要になる場合があります。また、切りくずが工具に巻き付いて部品の表面を傷つけるのを防ぐために、効果的な**切りくず(スワーフ)の除去**も重要です。
トレードオフの理解
PTFEを選択するということは、その優れた性能特性と製造の複雑さとのバランスを取ることを意味します。
厳しい公差の課題
熟練した機械工は±0.002インチ(±0.05 mm)の公差を維持できますが、アルミニウムやPEEKのような剛性材料で行うよりも複雑で時間がかかります。
この難しさは、特に複雑な設計の場合、カスタム機械加工されたPTFE部品の**リードタイムの延長とコストの増加**につながることがよくあります。
「特別な工具は不要」は誤解を招く
「特別な工具は不要」という考え方は、粗い手作業にのみ当てはまります。精密なCNC機械加工の場合、工具は標準的なタイプ(例:エンドミル)であっても、完璧に鋭く滑らかで、多くの場合プラスチック専用でなければなりません。
プロジェクトに最適な選択をする
最終的な目標に基づいて、PTFEの機械加工の課題がアプリケーションにとって大きな障害となるかどうかを判断してください。
- 主な焦点が単純なプロトタイプや公差の緩いガスケットである場合: PTFEは優れた使いやすい材料であり、標準的な作業工具で加工できる可能性が高いです。
- 主な焦点がベアリングや密閉性の高いシールなどの高精度部品である場合: PTFEは優れた機能的な選択肢ですが、軟質ポリマーを専門とする経験豊富な機械工に関連するコストとリードタイムを見積もる必要があります。
- 主な焦点が耐薬品性や耐熱性である場合: PTFEは利用可能な最高の材料の1つですが、実現可能性を確保するために、機械加工の制限を考慮して部品を設計する必要があります。
結局のところ、PTFEをうまく活用するには、その驚異的な材料上の利点と製造プロセスの現実とのバランスを取ることが重要です。
要約表:
| 側面 | 基本的な製作 | 精密CNC機械加工 |
|---|---|---|
| 材料の挙動 | 柔らかい、鋸引き/穴あけが容易 | ベタつく、圧力下で変形する |
| 公差 | 低い(重要でない) | 高い(±0.002インチ / ±0.05 mm) |
| 工具 | 標準的な作業工具 | 極めて鋭く、専用の工具 |
| 主な課題 | 単純な成形 | 熱、変形、切りくずの管理 |
高精度PTFE部品が必要ですか?KINTEKの専門知識を信頼してください
PTFEを正確な仕様で機械加工するには、その特有の課題を克服するための専門知識と技術が必要です。KINTEKは、半導体、医療、産業分野向けに、シール、ライナー、カスタムラボウェアを含む精密PTFE部品の製造を専門としています。
当社は、鋭い工具、最適化された送り速度と速度、厳格な品質管理を組み合わせて、お客様の最も厳しい公差を満たす部品を提供します。プロトタイプが必要な場合でも、大量生産が必要な場合でも、当社のPTFE部品が重要な用途で確実に機能することをお約束します。
プロジェクトの要件についてご相談いただき、お見積もりをご依頼ください!
ビジュアルガイド
関連製品
- カスタムPTFEろ過システム 耐酸性 高純度 半導体グレード 化学プロセス用フィルター
- 化学貯蔵ドラムおよび流体移送システム用の高耐食性PTFE蛇口ポリテトラフルオロエチレンバルブ カスタマイズ可能な産業用グレード
- PTFE PFA 真空ろ過システム 耐食性 カスタマイズ可能 耐破損 実験装置
- PFAバルブ接続と一体型篩板を備えたPTFE耐腐蝕性フィルター
- 高温耐薬品性 50ml PTFEシリンジ カスタマイズ可能 テフロン製 インジェクター ねじ込み式シール付き 微量分析用



















