PTFEを成功裏に穴あけするには、その柔らかさ、低い融点、高い熱膨張率という独自の組み合わせに対処する必要があります。これには、過熱と材料の変形を防ぐために、極めて鋭利な高速度鋼(HSS)ドリルを中程度の速度で使用することが求められます。不正確な寸法やドリルの「ずれ」を防ぐために、適切なクランプ圧力とドリルが完全に垂直であることを確認することも極めて重要です。
ポリテトラフルオロエチレン(PTFE)の穴あけ加工における主な課題は、材料を切削することではなく、それを制御することです。その柔らかさと高い熱膨張性により、不適切な工具、速度、またはクランプ圧力では部品が容易に変形し、不正確な穴につながります。

PTFEの穴あけが特有の課題である理由
あらゆる材料を効果的に加工するには、まずその性質を理解する必要があります。PTFEの決定的な特性は、最終用途では有益であっても、製造工程では特有の課題をもたらします。
主要な材料特性の理解
PTFEは、非常に柔らかく、滑りやすく、化学的に不活性であることで有名です。また、熱膨張係数が極めて高いため、温度変化によって大きく膨張・収縮します。
この組み合わせにより、材料は切削工具に対してほとんど抵抗を示しませんが、機械的な圧力と熱の両方による変形に対して非常に敏感になります。
発熱のリスク
ドリルビットの摩擦によって熱が発生します。PTFEは融点が低く熱伝導率が悪いため、この熱は材料全体に拡散するのではなく、切削点に集中します。
わずかな温度上昇でも材料が膨張し、開けようとしている穴がドリルビットよりも小さくなります。熱が続くと、きれいに切削されるのではなく、溶けて「スマージング(溶着)」してしまいます。
圧力下での変形
PTFEの柔らかさと「クリープ」(一定の負荷の下で時間とともに変形する性質)により、ワークの保持が難しくなります。
バイスでPTFEを締めすぎると圧縮されます。穴を開けて圧力を解放した後、材料が元に戻り、穴の寸法が不正確になります。
精度を実現するための適切な工具と技術
PTFEに正確な穴を開けることは、適切な工具を使用し、熱と圧力を最小限に抑える規律あるプロセスにかかっています。
ドリルの選定とジオメトリ
最も重要な要素は工具です。極めて鋭利な 高速度鋼(HSS)ドリルを使用してください。研磨され鋭利な刃先が材料をきれいに切り裂きます。
鈍いドリルは材料を押し引きして引き裂き、過度の摩擦と熱を発生させ、これが失敗の主な原因となります。
中程度の速度と送り速度
高い回転数(RPM)を使いたいという誘惑に抵抗してください。熱の発生を最小限に抑えるために、中程度の切削速度が不可欠です。
目標は、材料が適切にせん断されていることを示す連続した切りくずを生成することです。材料がベタついたり、ドリルに溶着したりする場合は、速度が高すぎます。
クランプとワーク保持
ワークピースが動かない程度に、十分な力で固定します。局所的な圧縮点を避けるため、可能な限り広い範囲にクランプ圧力を分散させる必要があります。
治具を締めすぎると、部品を解放したときに必ず寸法の不正確さにつながるため、絶対に行わないでください。
位置合わせと切りくず排出
ドリルはワークピースに対して完全に垂直でなければなりません。PTFEは柔らかいため、適切に位置合わせされていないと、ドリルが容易にさまよったり、中心から「ずれたり」する可能性があります。
穴を開けながら、切りくずが穴から排出されるようにしてください。切りくずが溜まると溶けて穴を汚し、表面仕上げと寸法を台無しにします。
トレードオフと一般的な落とし穴の理解
PTFEの設計と加工には、その固有の限界を受け入れる必要があります。これらのトレードオフを理解することが、成功裏の結果を得るための鍵となります。
厳しい公差の課題
PTFEの高い熱膨張性とクリープの傾向により、極めて厳しい寸法公差を必要とする用途には不向きです。
ある温度で測定された部品は、別の温度では異なる寸法になります。これは設計段階で考慮する必要があります。
穴あけ後の寸法変化
穴あけ加工が成功した後でも、部品は変化する可能性があります。ワークピースが周囲温度に冷えると、開けられた穴は大きくなります。
真の精度を得るには、最終測定を行う前に材料が熱的に安定するのを待つ必要があります。
材料のスマージングの回避
最も一般的な失敗は、スマージングまたは溶融で、汚くて不正確な穴になります。これは、ほとんどの場合、鈍い切削工具と過剰なドリル速度という2つの要因の組み合わせによって引き起こされます。
目的に合った正しい選択をする
主な目的に合わせてアプローチを調整することで、PTFEを扱う上での課題を軽減できます。
- 寸法精度が主な焦点である場合: 極めて鋭利なHSS工具を優先し、中程度の速度を使用し、最終測定の前に材料が室温で安定するのを待ちます。
- 材料の失敗を避けることが主な焦点である場合: 適切なドリル速度によって熱発生を最小限に抑えること、および溶融を防ぐために切りくずが効果的に排出されることに集中します。
- 部品を設計する場合: PTFEの固有の熱膨張とクリープを考慮して、可能な限り緩い公差で設計することで、その特性を認識します。
PTFEの独自の特性と戦うのではなく尊重することで、一貫してクリーンで正確な結果を得ることができます。
要約表:
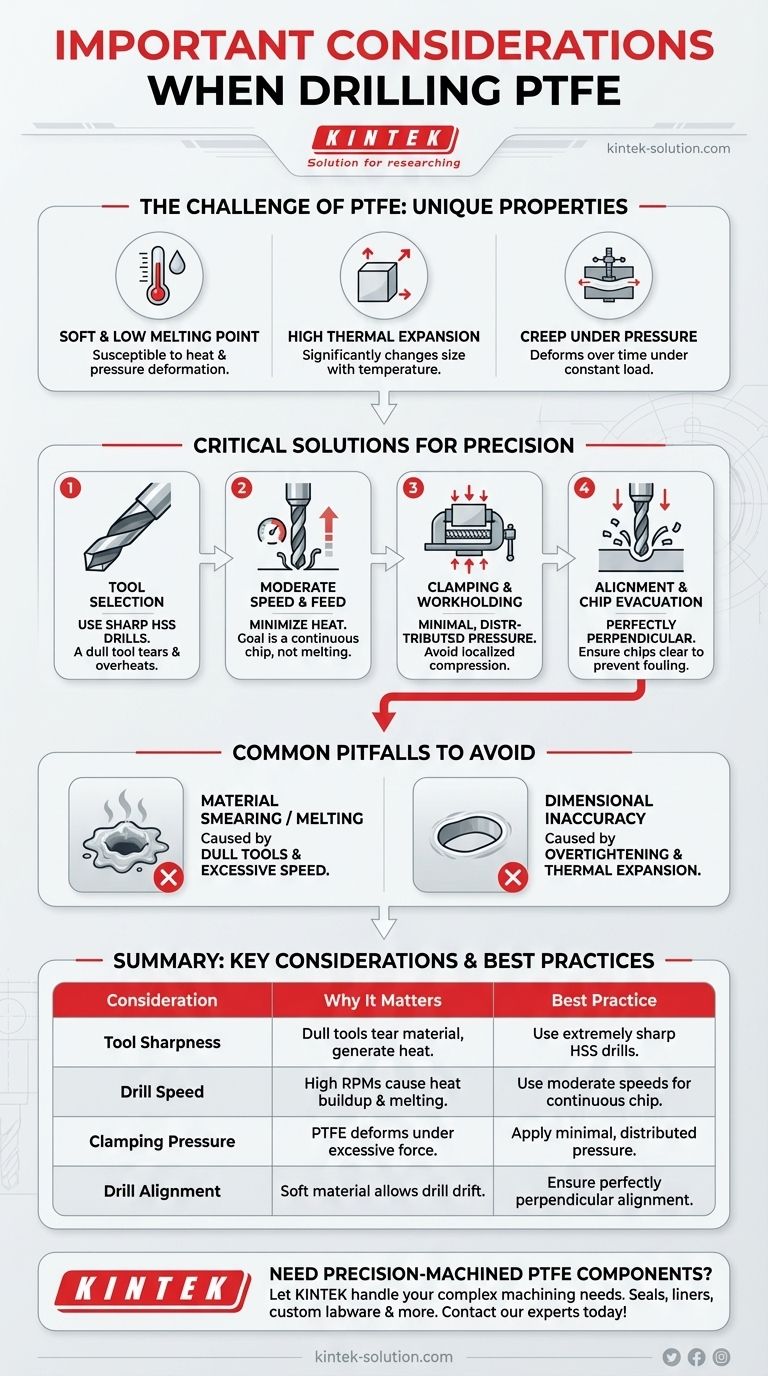
| 重要な考慮事項 | 重要性 | ベストプラクティス |
|---|---|---|
| 工具の鋭利さ | 鈍い工具は材料を引き裂き、過度の熱を発生させます。 | 極めて鋭利な高速度鋼(HSS)ドリルを使用します。 |
| ドリル速度 | 高RPMは熱の蓄積と溶融を引き起こします。 | 連続した切りくずを生成するために中程度の速度を使用します。 |
| クランプ圧力 | PTFEは過度の力で変形し、寸法を損ないます。 | ワークピースを保持するために最小限の分散した圧力をかけます。 |
| ドリルの位置合わせ | 柔らかい材料のため、ドリルが中心からずれる可能性があります。 | ドリルがワークピースに対して完全に垂直であることを確認します。 |
精密機械加工されたPTFE部品が必要ですか?
PTFEの穴あけ加工は、高性能コンポーネントを作成するための一つのステップにすぎません。KINTEKでは、シール、ライナー、カスタムラボウェアなどの精密PTFE部品の製造を専門としています。当社の専門知識により、熱変形や寸法の不正確さといった落とし穴を避け、コンポーネントが最初から正しく製造されることが保証されます。
当社は、半導体、医療、実験室、産業分野に対し、プロトタイプから大量生産までカスタム製造でサービスを提供しています。
複雑な機械加工はお任せください — 今すぐ専門家にご連絡して、プロジェクトの要件についてご相談ください!
ビジュアルガイド
関連製品
- カスタムPTFE製定圧分液滴下漏斗 耐食性 低バックグラウンド 実験器具 微量分析用滴下漏斗
- カスタマイズ可能なPTFEスクレーパーとショベル
- 変換ストッパー互換性を備えたカスタムポリテトラフルオロエチレン(PTFE)定圧滴下漏斗、耐食性流体制御アセンブリ
- 化学貯蔵ドラムおよび流体移送システム用の高耐食性PTFE蛇口ポリテトラフルオロエチレンバルブ カスタマイズ可能な産業用グレード
- 実験室の抽出・化学分析用 高純度カスタムPTFE固体サンプラー 長さカスタマイズ可能なポリテトラフルオロエチレンサンプリングプローブ



















