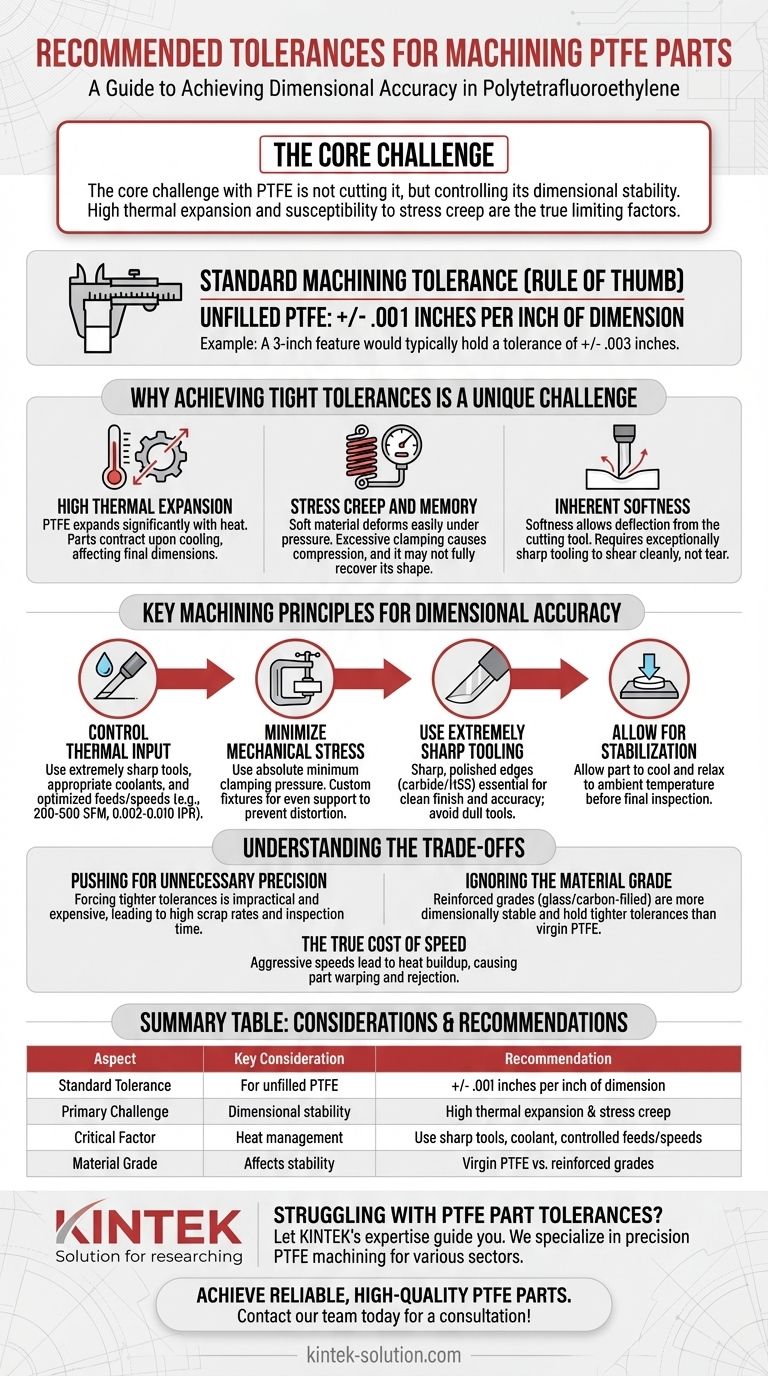
信頼できる経験則として、未充填PTFE(ポリテトラフルオロエチレン)の標準的な機械加工公差は 寸法1インチあたり +/- 0.001インチ です。例えば、3インチの部品であれば、通常 +/- 0.003インチの公差が適用されます。よりタイトな公差も可能ですが、それを達成するには、材料の特有の挙動と専門的な機械加工技術を深く理解する必要があります。
PTFEの核心的な課題は切削そのものではなく、その寸法安定性を制御することです。柔らかさゆえに加工は容易ですが、高い熱膨張率と応力クリープへの感受性が、タイトな公差を達成する上での真の制限要因となります。
PTFEでタイトな公差を達成することが特有の課題である理由
PTFEの機械加工を成功させるには、その特性に逆らうのではなく、それらと協調して作業することが含まれます。いくつかの固有の特性により、金属やより剛性の高いプラスチックとは根本的に異なります。
高い熱膨張率
PTFEは熱膨張係数が非常に高いです。切削プロセス中に発生する熱は、たとえわずかであっても、材料を大きく膨張させます。部品が外気温度まで冷却されると収縮するため、最終的な寸法は機械上で測定されたものと異なる可能性があります。
応力クリープと形状記憶
この材料は柔らかく、圧力下で容易に変形します。機械加工中の過度のクランプ力は部品を圧縮します。解放されたとき、それが元の形状に完全に戻らないことがあり、これは応力クリープとして知られる現象です。これにより、ワーク保持が重要な変数となります。
固有の柔らかさ
柔らかさはPTFEの切削を容易にしますが、適切に支持されていない場合、材料が切削工具からたわむ可能性があることも意味します。また、材料を押し引き裂くのではなく、きれいにせん断するためには、極めて鋭い工具が必要です。

寸法精度のための主要な機械加工原則
PTFEの特有の特性を制御することは、機械加工プロセスに対する規律あるアプローチにかかっています。成功は、積極的な材料除去よりも、繊細さにあります。
熱入力の制御
熱管理は最も重要な要素です。これは、極めて鋭い工具(超硬チップが好ましい)、適切なクーラント、および最適化された送り速度と回転速度を使用することで達成されます。推奨される切削速度は、通常、毎分200〜500表面フィートの範囲で、1回転あたり0.002インチから0.010インチの送り速度が推奨されます。
機械的応力の最小化
部品をしっかりと保持するために必要な最小限のクランプ圧力のみを使用します。歪みを防ぐために、ワークピースを均等に支持するカスタム治具が必要になることがよくあります。バイスやチャックの締めすぎを避けてください。
極めて鋭い工具の使用
鈍い工具は過剰な摩擦と熱を発生させ、きれいに切削するのではなく材料を押し出す傾向があります。きれいな表面仕上げと寸法精度のためには、超硬またはハイス(HSS)工具のエッジが鋭く研磨されていることが不可欠です。
安定化のための時間確保
機械加工後、最終的な検査と測定を行う前に、部品を冷却させ、安定した外気温度に落ち着かせる必要があります。切削熱が残っている部品を測定すると、不正確な結果になります。
トレードオフの理解
PTFEの限界を考慮せずに設計すると、不必要なコストと高い不良率につながります。
不必要な精度を追求すること
バージンPTFEに対して標準の +/- .001インチ/インチよりもタイトな公差を強制することは、非現実的で高価な場合が多いです。これは検査時間を劇的に増やし、部品が不合格になる可能性を高めます。
材料グレードの無視
標準の公差ルールは、主に 未充填のバージンPTFE に適用されます。ガラス充填やカーボン充填PTFEなどの強化グレードは、熱膨張とクリープが少ないため、はるかに寸法安定性が高く、大幅にタイトな公差を維持できます。
スピードの真のコスト
他の材料に使用するのと同じ積極的な送り速度と回転速度でPTFEを機械加工しようとすることは、よくある間違いです。切削で節約した時間は、熱の蓄積によって反りや公差外れが発生した不良部品の処理ですぐに失われます。
設計のための正しい選択
アプリケーションの特定の要件が、PTFE公差へのアプローチを決定する必要があります。
- 標準部品が主な焦点である場合: コスト効率の高い製造可能性を確保するために、最初から +/- .001インチ/インチのルールを念頭に置いて部品を設計してください。
- よりタイトな公差が必要なアプリケーションの場合: 安定した強化PTFEグレードを指定し、実現可能性とコストへの影響について経験豊富な機械工に相談してください。
- ご自身で部品を機械加工する場合: 鋭利な工具、クーラント、最小限で均等に分散されたクランプ力を使用することで、熱と圧力の制御を何よりも優先してください。
結局のところ、PTFEの機械加工の成功は、材料の固有の特性に逆らうのではなく、それを尊重することから生まれます。
要約表:
| 側面 | 主要な考慮事項 | 推奨事項 |
|---|---|---|
| 標準公差 | 未充填PTFEの場合 | 寸法1インチあたり +/- .001インチ |
| 主な課題 | 寸法安定性 | 高い熱膨張率と応力クリープ |
| 重要な要素 | 熱管理 | 鋭利な工具、クーラント、制御された送り速度/回転速度を使用 |
| 材料グレード | 安定性に影響を与える | バージンPTFE 対 強化グレード(ガラス/カーボン充填) |
PTFE部品の公差でお困りですか?KINTEKの専門知識がお客様を導きます。
当社は、半導体、医療、実験室、産業分野向けに精密PTFE部品(シール、ライナー、ラボウェア)の機械加工を専門としています。PTFEの特有の挙動に対する深い理解により、プロトタイプから大量生産まで、お客様のアプリケーションが必要とする寸法安定性を提供できます。
当社がお手伝いすること:
- コスト効率の高い製造可能性のために 適切な公差を適用する。
- お客様のニーズに 最適なPTFEグレード(バージンまたは強化)を選択する。
- 熱膨張と応力クリープを制御するために 専門的な技術を活用する。
信頼性の高い高品質なPTFE部品を実現しましょう。今すぐ当社のチームに連絡してコンサルテーションを受けてください!
ビジュアルガイド
関連製品
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- テフロン容器およびコンポーネントのためのカスタムPTFE部品メーカー
- 耐食性PTFE撹拌インペラおよびカスタマイズ可能なポリテトラフルオロエチレン分散ディスク



















