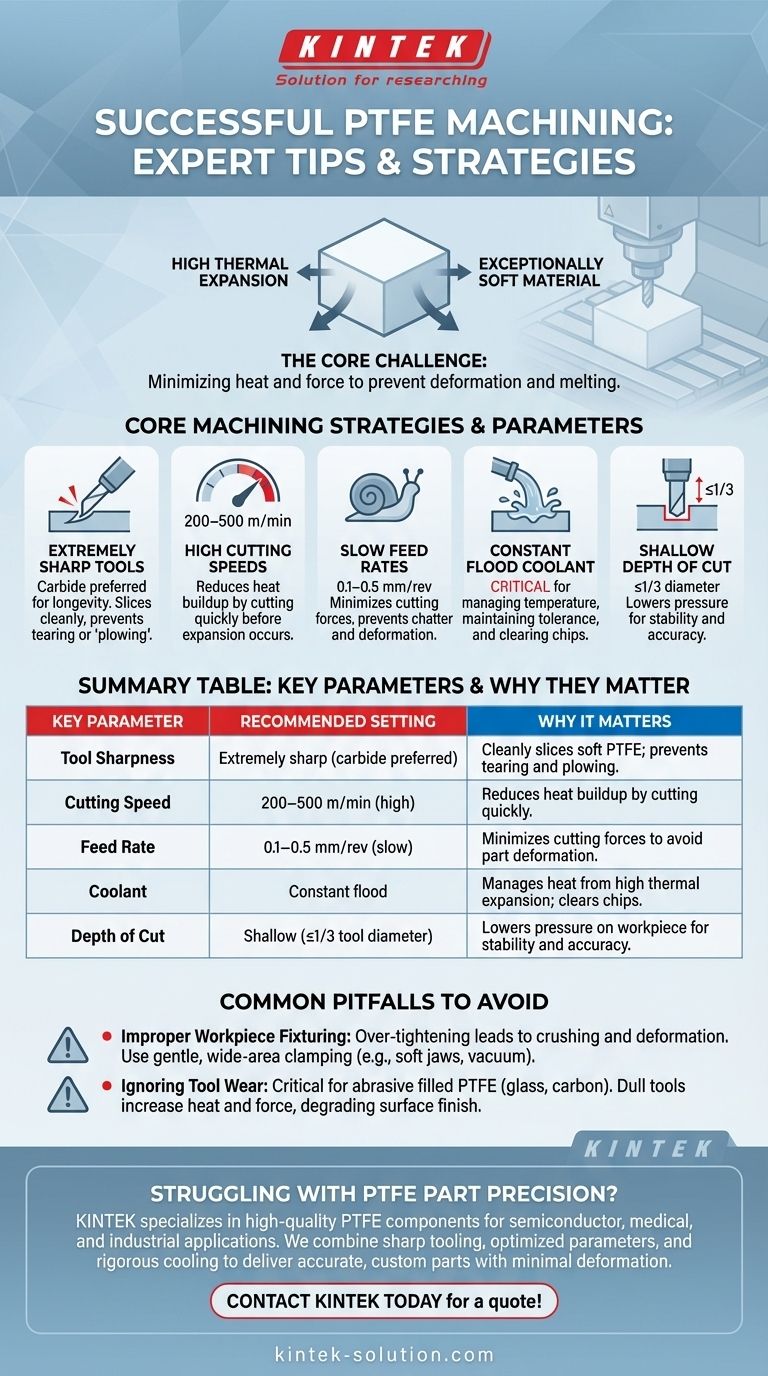
PTFEをうまく機械加工するには、非常に鋭利な工具、高い切削速度、遅い送り速度、そして浅い切り込み深さを使用する必要があります。PTFEは柔らかく、熱によって大きく膨張するため、温度を管理し、変形を防ぎ、厳しい寸法公差を達成するためには、クーラントを常に大量に供給することが重要です。
PTFEの機械加工における核心的な課題は、その硬度ではなく、その柔らかさ、低い強度、そして高い熱膨張率です。成功は、加工中に材料が変形したり溶けたりするのを防ぐために、切削力と熱の蓄積を最小限に抑えることに完全に依存します。
PTFEの機械加工における独自の課題
ポリテトラフルオロエチレン(PTFE)は、テフロンというブランド名でも知られており、機械加工において独自の課題を提示します。これらの特性を理解することが、正確な部品を製造するための第一歩です。
柔らかさと変形の管理
PTFEは非常に柔らかい材料です。これは、切れ味の悪い切削工具や、治具からの過度なクランプ圧によって簡単に圧縮されたり、歪んだりする可能性があることを意味します。
材料が十分に鋭利でない工具によってきれいに切断される代わりに、押し付けられたり「すき込まれたり」することがあり、表面仕上げの悪化や寸法の不正確さにつながります。
高い熱膨張係数
PTFEは、金属や他の多くのプラスチックよりもはるかに大きく、温度変化によって膨張・収縮します。
切削加工から発生するわずかな熱でも、ワークピースが膨張し、重要な寸法が狂う可能性があります。部品が冷却されると、意図したよりも小さくなるため、公差管理が主要な懸念事項となります。
フィラー(ガラス、炭素、グラファイト)の影響
機械的特性を向上させるため、PTFEはしばしばガラス、炭素、グラファイトなどのフィラーとブレンドされます。これらのPTFEコンパウンドは、耐摩耗性、安定性、および負荷下での変形低減を向上させます。
しかし、これらのフィラーは材料を著しく研磨性にします。充填PTFEの機械加工は工具の急速な摩耗を引き起こし、切れ味と精度を維持するためには、より硬く耐久性のある切削工具が必要になります。

主要な機械加工戦略とパラメータ
PTFEで高品質な結果を達成するには、その固有の特性に直接対抗する意図的なアプローチが必要です。
工具の選択が重要
切削工具は非常に鋭利でなければなりません。鋭利な刃は柔らかい材料をきれいに切断しますが、鈍い刃は材料を引き裂きます。
未充填PTFEの場合、高速度鋼(HSS)工具でも機能しますが、長寿命と切れ味の点では超硬チップ工具がより良い選択です。研磨性の高い充填PTFEグレードの場合、摩耗に耐えるためには超硬が不可欠です。
送り速度と切削速度の最適化
PTFEの一般的なルールは、高速、低送りです。
- 切削速度:高い切削速度を維持し、通常は200〜500 m/min(場合によっては最大1000 m/min)の範囲です。これにより、工具が材料を切断する前に、かなりの熱が蓄積するのを防ぎます。
- 送り速度:遅い送り速度、約0.1〜0.5 mm/revを使用します。遅い送りは、材料にかかる切削力を低減し、びびりや変形を防ぎます。
クーラントの役割
クーラントを常に大量に供給することは必須です。クーラントは主に2つの機能を持っています。
第一に、切削点での熱を管理し、熱膨張を防ぎ、寸法精度を維持します。第二に、切りくずの除去を助け、そうしないと切りくずが粘着性になり、工具に巻き付く可能性があります。
切り込み深さの制御
浅い切り込み深さを使用します。目安としては、切削工具の直径の3分の1を超えないようにすることです。
これにより、ワークピースへの圧力が最小限に抑えられ、柔らかい材料でよく見られる変形や工具のびびりのリスクがさらに軽減されます。
避けるべき一般的な落とし穴
PTFEでの成功は、その独自の特性に関連する一般的な間違いを避けることにかかっています。
不適切なワークピース固定
万力やクランプを締めすぎると、最初の切削が行われる前にPTFE部品が簡単に潰れたり変形したりする可能性があります。
ソフトジョーや真空治具など、広い表面積にクランプ力を分散させる治具を使用して、ワークピースを歪みなくしっかりと固定します。
工具摩耗の無視
これは、充填PTFEの場合に特に重要です。研磨性の高いフィラーによって工具が鈍くなると、切削力が増加し、熱が蓄積し、表面仕上げが急速に劣化します。
工具の切れ味を定期的に検査し、問題を引き起こす前に交換してください。鋭利な工具はあなたの最も重要な資産です。
目標に応じた適切な選択
あなたのアプローチは、使用しているPTFEの特定のグレードと、最終部品に必要な精度に合わせて調整されるべきです。
- 未充填(バージン)PTFEの機械加工が主な焦点の場合:その柔らかさと高い熱膨張を管理するために、非常に鋭利な工具と積極的な冷却を優先します。
- 充填PTFE(ガラス、炭素)の機械加工が主な焦点の場合:硬く耐摩耗性の高い超硬工具を使用し、研磨性の高いフィラーによる鈍化を注意深く監視します。
- 高精度公差の達成が主な焦点の場合:何よりもプロセス安定性を重視します。確実かつ穏やかな固定、一貫したクーラント流量、そして微調整された送り速度と切削速度が不可欠です。
材料の独自の特性を尊重することで、正確で高品質なPTFE部品を確実に製造できます。
要約表:
| 主要パラメータ | 推奨設定 | 重要性 |
|---|---|---|
| 工具の切れ味 | 非常に鋭利(超硬が望ましい) | 柔らかいPTFEをきれいに切断し、引き裂きや押し込みを防ぎます。 |
| 切削速度 | 200〜500 m/min(高速) | 素早く切断することで熱の蓄積を減らします。 |
| 送り速度 | 0.1〜0.5 mm/rev(低速) | 切削力を最小限に抑え、部品の変形を防ぎます。 |
| クーラント | 常に大量供給 | 高い熱膨張による熱を管理し、切りくずを除去します。 |
| 切り込み深さ | 浅い(工具直径の1/3以下) | ワークピースへの圧力を下げ、安定性と精度を向上させます。 |
PTFE部品の精度でお困りですか? KINTEKは、半導体、医療、産業用途向けに高品質なPTFE部品(シール、ライナー、実験器具)の機械加工を専門としています。当社は、鋭利な工具、最適化されたパラメータ、厳格な冷却を組み合わせて、プロトタイプから大量注文まで、正確な公差と最小限の変形を伴うカスタム部品を提供します。当社の専門知識でPTFEの課題を解決しましょう。今すぐKINTEKにお問い合わせください!
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 変換ストッパー互換性を備えたカスタムポリテトラフルオロエチレン(PTFE)定圧滴下漏斗、耐食性流体制御アセンブリ
- 実験室化学混合用 耐食性PTFE分散ディスク 高温プロペラ撹拌パドル
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具
- カスタマイズ可能なPTFEスクレーパーとショベル



















