要するに、PTFEコーティングの塗布は、精密な表面処理、プライマーとトップコートの両方の塗布、そして最終的な高温硬化を伴う、多段階の精密な産業プロセスです。これらのステップが連携して、コーティングを基材に化学的および機械的に結合させ、標準的な材料を高性能な表面へと変貌させます。
PTFEコーティングの成功は、最終層だけでなく、システム全体の完全性によって決まります。強力な表面ブラストから精密な熱硬化に至るまで、過酷な用途で要求される焦げ付き防止、耐薬品性、耐久性のある仕上げを実現するためには、各ステップが不可欠です。
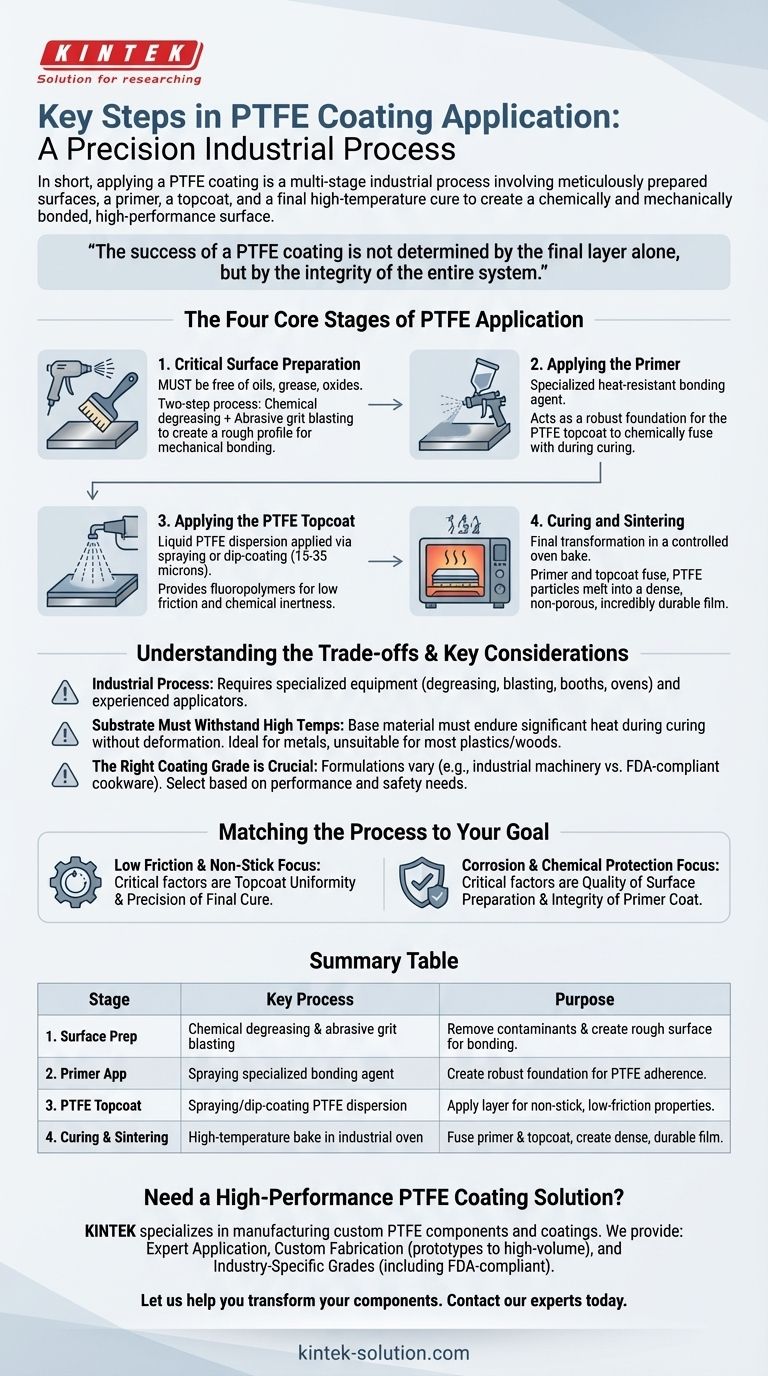
PTFE塗布の4つの主要な段階
PTFEの塗布は塗装というよりも、制御された化学工学プロセスに近いです。各段階が前の段階を基盤として、永続的で機能的な表面を構築します。
ステージ1:重要な表面処理
産業用コーティングの最も一般的な失敗点は、不適切な表面処理です。コーティングが機械的結合を達成するためには、基材が油分、グリース、酸化物から完全に解放されている必要があります。
これは通常、有機汚染物質を除去するための化学脱脂と、それに続く研磨材ブラストの2段階のプロセスで行われます。ブラスト処理により、プライマーが掴むための表面積を劇的に増加させる、粗い質感の表面プロファイルが作成されます。
ステージ2:プライマーの塗布
処理後、特殊なプライマーが塗布されます。これはPTFE層そのものではなく、金属基材に強力に密着するように設計された耐熱性の接着剤です。
プライマーは不可欠な仲介役として機能し、後続のPTFEトップコートが硬化段階で化学的に融合できる強固な基盤を形成します。
ステージ3:PTFEトップコートの塗布
プライマーが定着した後、液体のPTFE分散液が塗布されます。これは通常、均一で一貫した層を確保するために、従来のスプレーまたはディップコーティングによって行われます。
このトップコートには、低摩擦や化学的不活性など、最終製品に望ましい特性を与える独自のフッ素樹脂が含まれています。厚さは注意深く制御され、多くの場合、15~35ミクロンの範囲に収まります。
ステージ4:硬化と焼結
これは最終的かつ最も重要な変容の段階です。コーティングされた部品は、硬化または焼結と呼ばれる制御されたベークのために、特殊な工業用オーブンに入れられます。
この高温サイクル中に、プライマーとトップコートが融合し、基材に結合します。PTFE粒子が溶融して流れ込み、高密度の非多孔質で非常に耐久性のある膜を形成し、高性能特性を固定します。

トレードオフと重要な考慮事項の理解
PTFEコーティングプロセスは非常に効果的ですが、成功した結果を保証するために理解しなければならない特定の要件と制限があります。
産業プロセスである
PTFEコーティングの塗布は単純な作業場での作業ではありません。脱脂槽、グリットブラストキャビネット、換気スプレーブース、高温硬化オーブンなど、特殊な設備が必要です。これは経験豊富な塗布業者によって管理されるプロセスです。
基材は高温に耐える必要がある
硬化サイクルにはかなりの熱が関与します。したがって、母材(基材)は、変形したり、反ったり、構造的完全性を失ったりすることなく、これらの温度に耐えることができなければなりません。これにより、金属には理想的ですが、ほとんどのプラスチックや木材には適しません。
適切なコーティンググレードが極めて重要
異なる用途では、異なるPTFE配合物が要求されます。産業機械用の焦げ付き防止コーティングは、食品グレードの調理器具に使用されるFDA準拠のコーティングとは要件が異なります。性能と安全性の両方にとって、適切なグレードの選択が不可欠です。
目標にプロセスを合わせる
これらのステップを理解することで、適切なプロセスを指定し、最終製品が要求される性能要件を満たしていることを確認できます。
- 低摩擦と焦げ付き防止性能が主な焦点の場合: トップコートの均一性と最終硬化の精度が最も重要な要素となります。
- 耐食性と耐薬品性が主な焦点の場合: 表面処理の品質とプライマー層の完全性が、不浸透性のバリアを構築するために最も重要です。
結局のところ、PTFEの塗布を単一の層としてではなく、完全なシステムとして捉えることが、プロジェクトのためにその驚くべき材料特性を引き出す鍵となります。
要約表:
| ステージ | 主要プロセス | 目的 |
|---|---|---|
| 1. 表面処理 | 化学脱脂と研磨材ブラスト | 汚染物質を除去し、機械的結合のために表面を粗くする。 |
| 2. プライマー塗布 | 特殊な接着剤の噴霧 | PTFEトップコートが付着するための強固な基盤を構築する。 |
| 3. PTFEトップコート塗布 | PTFE分散液の噴霧またはディップコーティング(15~35ミクロン) | 焦げ付き防止性、低摩擦性を提供する層を塗布する。 |
| 4. 硬化と焼結 | 工業用オーブンでの高温ベーク | プライマーとトップコートを融合させ、高密度で耐久性のある非多孔質の膜を形成する。 |
高性能PTFEコーティングソリューションが必要ですか?
完璧で耐久性のあるPTFEコーティングを実現するには、すべての段階で精度と専門知識が必要です。KINTEKは、半導体、医療、実験室、産業分野向けにカスタムPTFE部品およびコーティングの製造を専門としています。当社のプロセスは、優れた耐薬品性、焦げ付き防止性能、長期的な耐久性を保証します。
当社が提供するもの:
- 専門的な塗布: 最適な結合のための細心の表面処理と制御された硬化。
- カスタム製造: プロトタイプから大量注文まで、お客様の特定の要件に合わせて調整。
- 業界固有グレード: 食品および医療用途向けのFDA準拠の配合を含む。
高性能PTFEコーティングでコンポーネントを変革するお手伝いをさせてください。 プロジェクトのニーズについて相談するために、今すぐ当社の専門家にご連絡ください。
ビジュアルガイド
関連製品
- 改良PTFEコーティング耐食加熱プレート 400x300mm 耐酸実験室用ホットプレート カスタマイズ可能な加熱ソリューション
- 産業用電気アプリケーション向けのカスタムPTFE絶縁ガスケットおよび耐食性フッ素ポリマーシール
- 耐高温PTFE断熱板 耐食性 金属フリー フッ素ポリマースタンド 超清浄ラボ用
- PTFE耐熱断熱スリーブ ホットプレートサポート足 実験室天板保護 カスタマイズ可能な熱遮蔽
- バルブと継手を内蔵した耐腐食性・無溶出PFA/FEPボトルキャップシステム用カスタムPTFE反応蓋



















