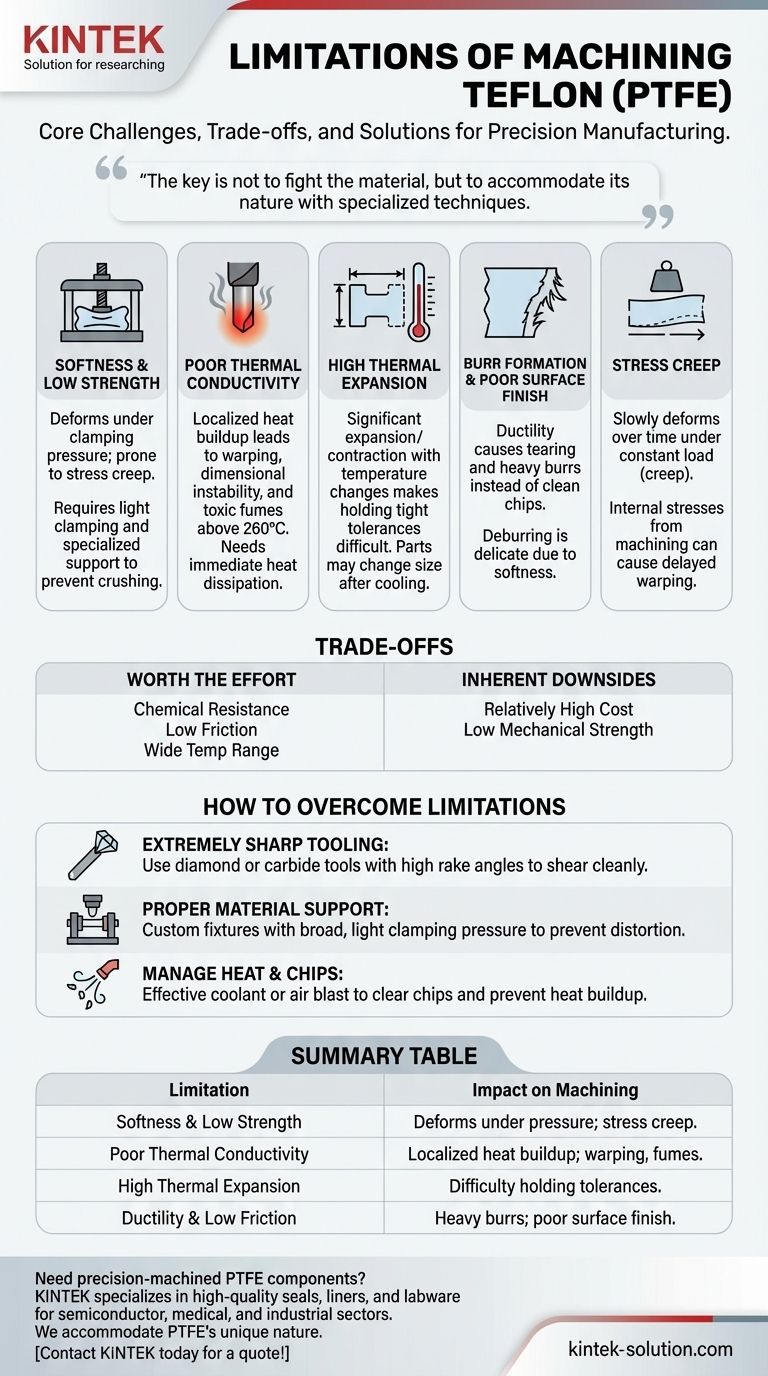
テフロン(PTFE)加工の主な限界は、その固有の柔らかさ、低い熱伝導率、高い熱膨張率です。この特異な組み合わせにより、クランプ圧力下で変形しやすく、局所的な熱の蓄積によって反りやすく、厳しい公差を維持することが困難になります。また、機械的強度が低く、きれいな切りくずではなく重いバリを形成しやすいことも、精密部品の製造をさらに複雑にしています。
PTFEの優れた特性(化学的不活性、低摩擦など)は非常に価値がありますが、これらの特性こそが加工上の課題の直接的な原因となっています。重要なのは、材料に逆らうことではなく、その性質に適した特殊な技術を用いることです。
PTFE加工における中心的な課題
PTFEが加工中にどのように振る舞うかを理解することが、その限界を克服するための第一歩です。それぞれの特性は、管理するために意図的な戦略を必要とする明確な課題を提示します。
圧力下での変形
PTFEは非常に柔らかく、延性があります。金属や他のプラスチックに使用される標準的なクランプ圧力では、切削を始める前にPTFEワークピースが容易に押しつぶされたり、歪んだり、表面を傷つけられたりする可能性があります。
この柔らかさのため、材料はきれいにせん断されるのではなく、切削工具から押しやられる傾向があり、不正確さにつながります。
低い熱伝導率
熱を素早く放散する金属とは異なり、PTFEは優れた絶縁体です。切削工具の摩擦によって発生した熱がごく狭い領域に集中します。
この局所的な加熱により、材料が軟化したり、膨張したり、分解したりして、反りや寸法の不安定さを引き起こす可能性があります。温度が260°C(500°F)を超えると、PTFEは分解し始め有毒ガスを放出するため、重大な安全上の危険が生じます。
高い熱膨張率
PTFEは温度変化に伴って大きく膨張・収縮します。軽い加工パス中に発生するわずかな熱でさえ、材料の膨張を引き起こす可能性があります。
これにより、厳しい公差の維持が主要な課題となります。加工熱で温かいときに完全に測定された部品でも、室温まで冷めると仕様外になる可能性があります。
バリの発生と劣悪な表面仕上げ
材料の延性と低摩擦により、きれいな切りくずを形成する代わりに、引き裂かれたり、引きずられたりすることがよくあります。この挙動は、切削エッジに沿って除去が困難な重いバリを生成します。
PTFEのバリ取りはデリケートなプロセスです。バリを発生させるのと同じ柔らかさが、バリを除去する際に部品を損傷しやすくするためです。
応力クリープと低強度
PTFEは引張強度が低く、「クリープ」の影響を受けます。これは、一定の負荷の下で時間とともにゆっくりと変形することを意味します。これは、最終的な部品の用途で考慮しなければならない材料の限界です。
加工中に内部応力が導入される可能性があり、作業完了後数時間または数日後に部品が反ったり、形状が変わったりする原因となることがあります。

トレードオフの理解
これらの重大な加工上の課題にもかかわらず、PTFEは多くの産業で重要な材料であり続けています。その利点が他のポリマーでは代替不可能な場合が多いため、その限界は許容されています。
努力する価値がある理由
PTFEを選択する主な理由は、そのほぼ普遍的な**耐薬品性**、極めて**低い摩擦係数**(既知の物質の中で最も滑りやすいものの一つ)、および**広い動作温度範囲**(-200°Cから260°C)です。
固有の欠点
加工の難しさ以外に、主なトレードオフは、他のポリマーと比較して**比較的高いコスト**と**低い機械的強度**です。PTFEは構造材料ではなく、その表面特性、温度範囲、化学的不活性のために選ばれる特殊な材料です。
限界を克服する方法
PTFE加工を成功させるには、上記の課題を軽減するために設計された一連の具体的なベストプラクティスが不可欠です。
極めて鋭利な工具を使用する
これが最も重要な要素です。工具は例外的に鋭利でなければならず、多くの場合、高いすくい角と逃げ角を持ち、材料を押し付けるのではなく**きれいにせん断**できるようにします。ダイヤモンド工具や特定のグレードの超硬工具は、鋭いエッジを維持するために推奨されることがよくあります。
適切な材料サポートを提供する
変形を防ぐためには、ワークピース全体をサポートするカスタム治具が不可欠です。クランプ圧力は広範囲に分散させ、歪みなく確実に保持するために軽く適用する必要があります。
熱と切りくずを効果的に管理する
クーラントを使用する目的は、部品を冷却することだけではなく、**切りくずを即座に除去する**ことです。圧縮空気の噴射や非芳香族の水溶性クーラントを使用することで、切りくずの堆積を防ぎ、それが熱を閉じ込めて切削ゾーンを絶縁するのを防ぐことができます。
目標に合わせた適切な選択をする
加工戦略は、最終部品の最も重要な特徴によって決定されるべきです。
- 厳しい公差の達成が主な焦点の場合: 熱管理を優先し、クーラントを使用し、荒加工と仕上げ加工の間に部品を正規化させる必要があるかもしれません。
- きれいなバリのない表面仕上げが主な焦点の場合: 最も重要な要素は、柔らかいプラスチック用に設計された幾何学形状を持つ、極めて鋭利な専用切削工具を使用することです。
- 部品の変形防止が主な焦点の場合: 最小限で均等に分散されたクランプ圧力で最大のサポートを提供するようにカスタム設計された治具を使用します。
その限界を認識し、技術を適応させることで、PTFEを非常に精密で信頼性の高いコンポーネントに加工し、そのユニークで価値ある特性を最大限に活用することができます。
要約表:
| 限界 | 加工への影響 |
|---|---|
| 柔らかさ・低強度 | クランプ圧力下で変形し、応力クリープを起こしやすい。 |
| 低い熱伝導率 | 局所的な熱の蓄積が反りや有毒ガスの発生を引き起こす。 |
| 高い熱膨張率 | 部品が冷える際に厳しい公差の維持が困難になる。 |
| 延性・低摩擦 | きれいな切りくずではなく重いバリと劣悪な表面仕上げを生成する。 |
これらの固有の課題を克服した精密機械加工PTFE部品が必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野向けに高品質のPTFEコンポーネント(シール、ライナー、実験器具など)の製造を専門としています。当社の専門知識は、カスタム治具から鋭利な工具に至るまで、PTFEの特異な性質に対応する特殊な技術にあり、部品が変形や反りなしに正確な仕様を満たすことを保証します。
プロトタイプから大量生産までカスタム加工を提供し、PTFEの優れた耐薬品性と低摩擦を活用した信頼性の高いコンポーネントを提供するために精密な製造を優先しています。
KINTEKに今すぐお問い合わせいただき、プロジェクトの要件についてご相談の上、お見積もりを取得してください!
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- ネジ式サンプル分離装置用、層数および孔径がカスタマイズ可能な高温PTFE反応ふるい
- 耐食性PTFE撹拌インペラおよびカスタマイズ可能なポリテトラフルオロエチレン分散ディスク



















