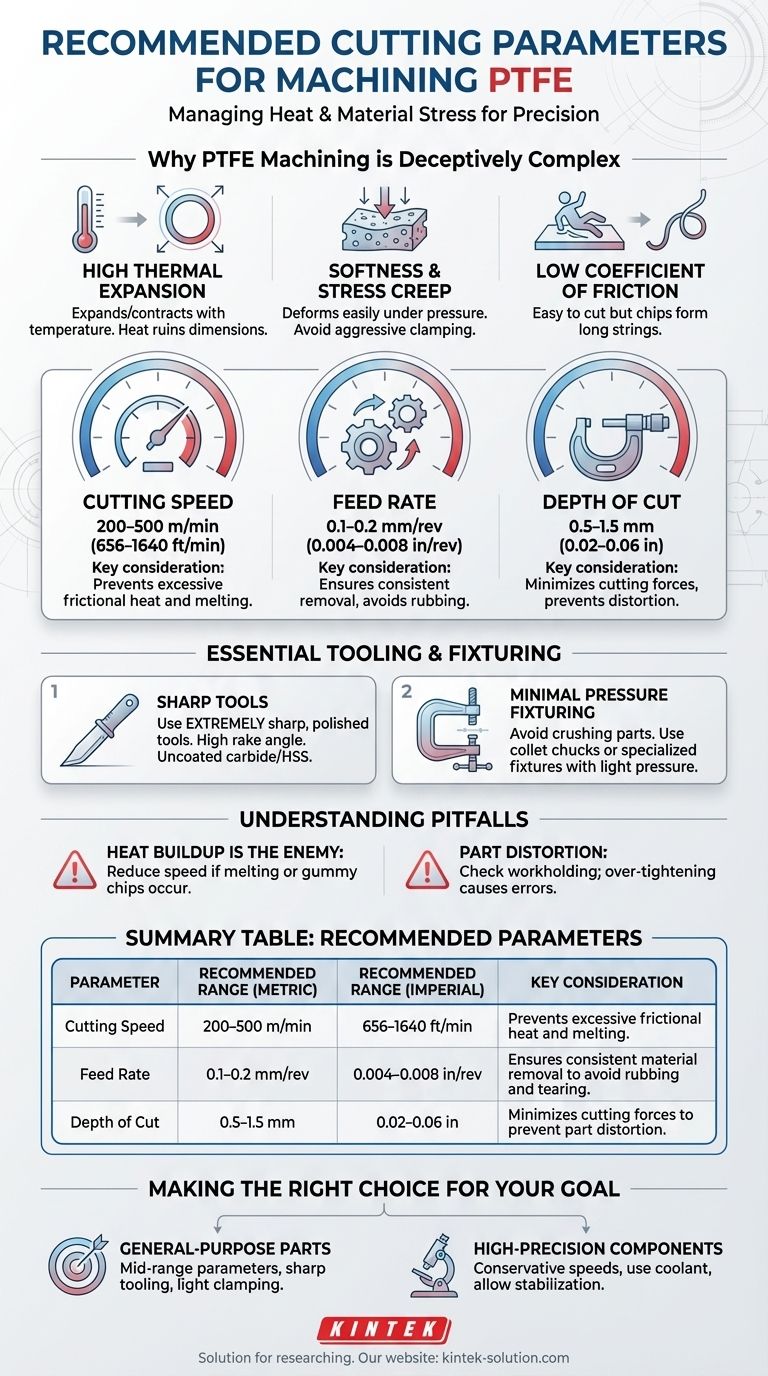
PTFEの機械加工には、切削速度 200~500 m/min (656~1640 ft/min)、送り速度 0.1~0.2 mm/rev (0.004~0.008 in/rev)、浅い切り込み深さ 0.5~1.5 mm (0.02~0.06 in) が推奨されます。これらの設定は、この材料を扱う際の主な課題である熱の発生と材料の応力を管理するように設計されています。
PTFE加工における中心的な課題は、切削プロセスそのものではなく(これは非常に容易です)、熱と圧力に対する材料の反応を制御することです。成功は正確な数値に到達することよりも、PTFE特有の特性(高い熱膨張性や柔らかさなど)が寸法精度にどのように影響するかを理解することにかかっています。

PTFE加工が欺瞞的に複雑である理由
PTFEの柔らかさと低摩擦性は加工が容易であるように見えますが、その固有の特性が特有の課題をもたらします。これらの特性を習得することが、正確な部品を製造するための鍵となります。
高い熱膨張係数
PTFEは温度変化によって大きく膨張・収縮します。切削による摩擦は熱を発生させ、これが加工中に材料を膨張させ、冷却時に収縮させる原因となり、最終的な寸法を損ないます。
この特性が、過度な熱の蓄積を最小限に抑えるために、中程度の切削速度と鋭利な工具を使用する主な理由です。
柔らかさとクリープ(応力による変形)
PTFEは柔らかい材料であり、圧力下で容易に変形したり圧縮されたりします。攻撃的なクランプや重い切削力はワークピースを歪ませ、不正確さにつながります。
また、材料は一定の負荷がかかると時間とともにゆっくりと変形する「クリープ」現象を起こす可能性があるため、損傷を与えずにしっかりと固定する(フィクスチャリング)ことが極めて重要になります。
低い摩擦係数
このよく知られた特性により、PTFEはわずかな力で容易に切削できます。しかし、これは切りくずが容易に破断せず、しばしば長くて連続したひも状になり、工具やワークピースに巻き付く原因となることも意味します。
推奨される機械加工パラメーターの説明
標準的なパラメーターは、材料の自然な傾向を緩和することで、速度と品質のバランスを取るために設計された出発点です。
切削速度: 200~500 m/min (656~1640 ft/min)
この範囲は効率的な材料除去には十分速いですが、過度の摩擦熱の発生を防ぐには十分遅いです。この速度を超えるとPTFEが溶けるリスクがあり、仕上がりの悪化や寸法の不安定さを招きます。
送り速度: 0.1~0.2 mm/rev (0.004~0.008 in/rev)
安定した中程度の送り速度は、工具が材料の上をこするのではなく、常に切削に関与していることを保証します。この一貫した除去により、不必要な熱発生や材料の引き裂きを防ぎます。
切り込み深さ: 0.5~1.5 mm (0.02~0.06 in)
浅い切り込みは、材料に加えられる切削力を最小限に抑えます。これは、柔らかいPTFEがたわんだり、歪んだり、工具から押しやられたりして精度が損なわれるのを防ぐために極めて重要です。
不可欠な工具とフィクスチャリング
あなたのセットアップは切削パラメーターと同じくらい重要です。精度を達成するためには、適切な工具とワーク保持方法は譲れません。
適切な切削工具の選択
常に極めて鋭利で研磨された切削工具を使用してください。高いすくい角と十分な逃げ角を持つ、未コーティングの超硬合金または高速度鋼(HSS)工具が理想的です。
鋭い刃先は材料を押し潰すのではなくきれいにせん断するため、熱と切削圧力を劇的に低減します。
最小限の圧力でのフィクスチャリング
部品を潰したり歪ませたりする可能性のある標準的な万力ジョーは避けてください。柔らかい材料専用の治具、またはクランプ圧力を最小限に抑えたコレットチャックを使用してください。
目標は、ワークピースを圧縮や歪みを引き起こすことなくしっかりと保持するために、広い表面積にわたって十分な支持を提供することです。
トレードオフと落とし穴の理解
PTFEで公差を厳しく管理するには、その特有の挙動を予測し管理する必要があります。
厳しい公差の課題
高い熱膨張性とクリープの傾向があるため、±0.005インチ (±0.13 mm) より厳しい公差を維持することは困難な場合があります。
多くの用途では、PTFEの自然な復元力により相手部品に適合するため、極端に厳しい公差は不要です。金属のように振る舞わせようとするのではなく、その特性を考慮して設計してください。
熱の蓄積は最大の敵
PTFE加工における事実上すべての問題—仕上がりの悪さから寸法の不正確さまで—は、過剰な熱に起因します。溶融やベタついた切りくずの兆候が見られた場合は、直ちに切削速度を落としてください。
クランプによる部品の歪み
最終的な部品の寸法が仕様から外れている場合は、まずワーク保持を確認してください。治具の締めすぎは、完璧な切削パラメーターであっても、歪みや不正確な結果の最も一般的な原因です。
目的に合わせた適切な選択
製造するコンポーネントの特定の要件に基づいてアプローチを調整してください。
- 一般的な部品が主な焦点の場合: 中程度の推奨パラメーターから開始し、信頼性が高く一貫した結果を得るために、鋭利な工具と軽いクランプ圧力の使用に焦点を当ててください。
- 高精度部品が主な焦点の場合: 熱膨張を最小限に抑えるために控えめな切削速度から始め、可能であればクーラントを使用し、仕上げ加工や最終測定を行う前に材料を室温で安定させてください。
結局のところ、PTFE加工の成功は、材料の特性に逆らうのではなく、それらと協調して作業する繊細なプロセスなのです。
要約表:
| パラメーター | 推奨範囲 (メートル法) | 推奨範囲 (インチ法) | 主な考慮事項 |
|---|---|---|---|
| 切削速度 | 200–500 m/min | 656–1640 ft/min | 過度の摩擦熱と溶融を防ぐ。 |
| 送り速度 | 0.1–0.2 mm/rev | 0.004–0.008 in/rev | こすれや引き裂きを防ぐための一貫した材料除去を保証する。 |
| 切り込み深さ | 0.5–1.5 mm | 0.02–0.06 in | 部品の歪みを防ぐために切削力を最小限に抑える。 |
精密機械加工されたPTFEコンポーネントが必要ですか?
PTFE加工のデリケートなバランスを習得することは、KINTEKの専門分野です。私たちは、PTFEの熱膨張と柔らかさという課題を克服するために、鋭利な工具、最小限のクランプ圧力、正確なパラメーターが極めて重要であることを理解しています。
当社は、半導体、医療、実験室、産業分野向けに、シール、ライナー、カスタムラボウェアを含む高品質のPTFEコンポーネントを製造しています。プロトタイプであれ大量生産であれ、当社の専門知識により、お客様の部品が優れた寸法安定性をもって正確な仕様を満たすことを保証します。
当社の精密生産とカスタム加工の専門知識をぜひご活用ください。プロジェクトの要件について話し合うために、今すぐKINTEKにお問い合わせください!KINTEKに今すぐお問い合わせ
ビジュアルガイド
関連製品
- カスタムPTFEろ過システム 耐酸性 高純度 半導体グレード 化学プロセス用フィルター
- 化学貯蔵ドラムおよび流体移送システム用の高耐食性PTFE蛇口ポリテトラフルオロエチレンバルブ カスタマイズ可能な産業用グレード
- PTFE PFA 真空ろ過システム 耐食性 カスタマイズ可能 耐破損 実験装置
- PFAバルブ接続と一体型篩板を備えたPTFE耐腐蝕性フィルター
- 高温耐薬品性 50ml PTFEシリンジ カスタマイズ可能 テフロン製 インジェクター ねじ込み式シール付き 微量分析用



















