PTFEの加工は、従来の材料とは考え方を完全に変える必要があります。 金属とは異なり、課題は硬さを克服することではなく、その特有の柔らかさ、高い熱膨張率、圧力下での変形しやすい性質を制御することです。主な考慮事項には、極めて鋭い工具の使用、正確な速度による熱の蓄積管理、材料の反りや圧縮を防ぐための特殊なワーク保持の採用が含まれます。
PTFEは切削が容易に見えますが、公差を厳密に守って加工するのは困難です。成功は切削動作そのものから来るのではなく、プロセス全体を通して材料固有の不安定性(熱膨張とクリープ)を戦略的に管理することから生まれます。
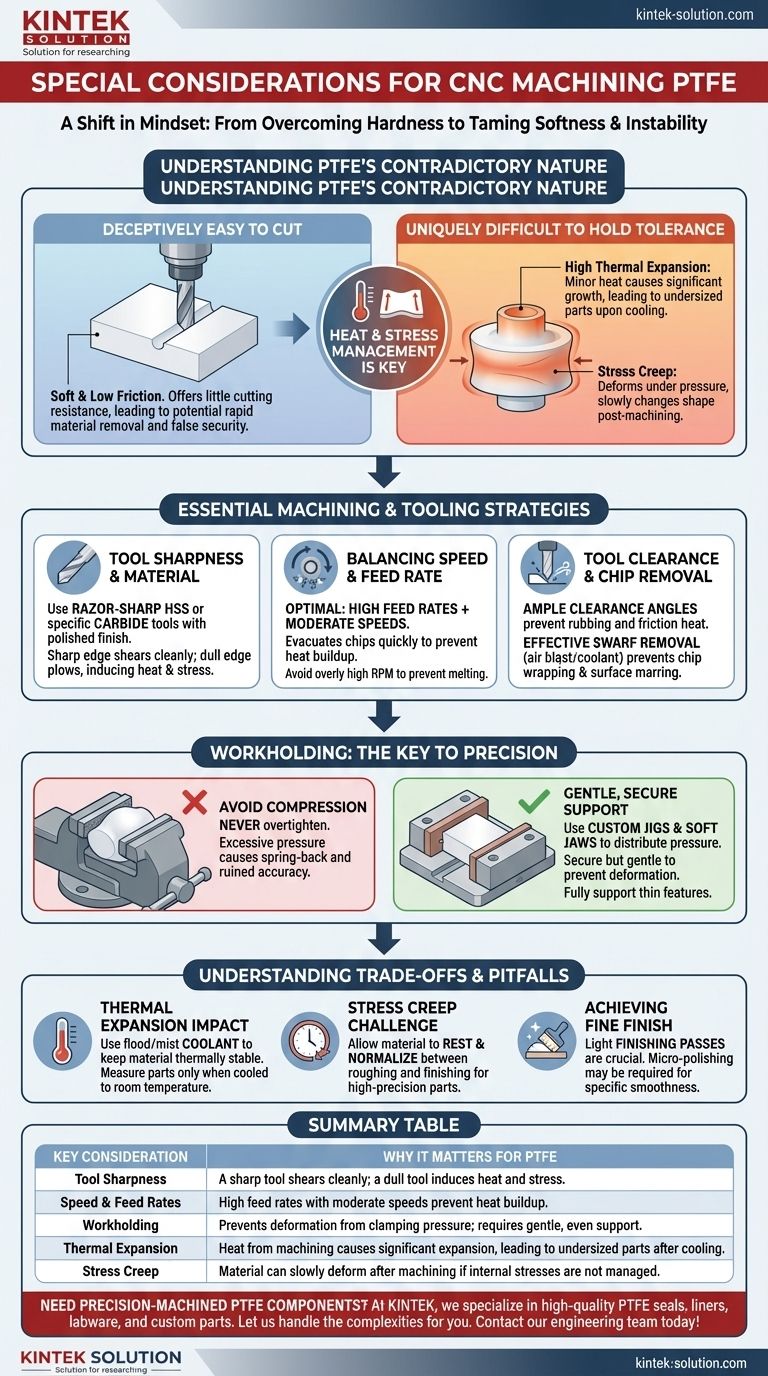
PTFEの矛盾した性質の理解
ポリテトラフルオロエチレン(PTFE)を効果的に加工するには、まずその核となる特性を理解する必要があります。その最大の強みは、多くの場合、CNC加工における最大の弱点となります。
切削しやすいという誤解
PTFEの柔らかさと低い摩擦係数は、切削工具に対する抵抗が非常に少ないことを意味します。これにより、材料を非常に迅速かつ容易に取り除くことができるため、誤った安心感を与える可能性があります。
公差維持の特有の難しさ
真の課題は寸法精度にあります。PTFEには、精度を難しくする2つの特性があります。それは高い熱膨張率とクリープ(応力緩和)の傾向です。
切削プロセスによるわずかな熱でも、部品が大幅に膨張する可能性があります。冷えると収縮し、結果として寸法が小さくなります。同様に、圧力下で容易に変形し、クランプを外した後もゆっくりと「クリープ」したり、形状が変わったりすることがあります。

必須の加工と工具戦略
工具と切削パラメータは、PTFEのデリケートな性質に対応するように調整する必要があります。目標は、熱や応力を加えることなく、材料をきれいにせん断することです。
工具の鋭さの重要な役割
工具は、滑らかで研磨された仕上げの、カミソリのように鋭利である必要があります。ハイス鋼(HSS)またはプラスチック用に設計された特定のグレードの超硬合金を使用してください。鋭い刃先は材料をきれいにせん断しますが、鈍い刃先は材料を押しつぶし、応力と熱を誘発します。
速度と送り速度のバランス
最適なアプローチは、中程度の切削速度と組み合わせて高い送り速度を使用することです。これによりチップが発生し、切削ゾーンから迅速に排出され、熱が材料に浸透するのを防ぎます。過度に高い主軸速度(RPM)は摩擦を引き起こし、溶融につながります。
工具の逃げ角の重要性
切削工具には十分な逃げ角またはリリーフ角があることを確認してください。これにより、工具の非切削エッジが新しく加工された表面とこすれるのを防ぎます。これは摩擦熱の主な発生源です。
切りくず(スワーフ)の除去管理
PTFEは長く、連続的で、糸状の切りくずを生成し、工具や主軸に巻き付く可能性があります。これを防ぎ、部品の表面仕上げを傷つけないようにするために、指向性エアブローやクーラントによる効果的な切りくず除去が必要です。
ワーク保持:精度の鍵
ワークピースをどのように保持するかは、どのように切削するのと同じくらい重要です。不適切なクランプは、PTFEの加工における失敗の主な原因です。
圧縮と変形の回避
バイスやクランプを締めすぎないでください。過度の圧力は材料を圧縮し、部品が完成して解放されたときに、跳ね返って寸法精度が損なわれます。
カスタムジグやソフトジョーは、クランプ圧力を均等に分散するためによく使用されます。目標は、部品が動かないように十分にしっかりと保持しつつ、変形させないように優しく保持することです。
材料のサポート
PTFEは非常に柔軟性があるため、薄い壁や特徴部は背面から完全にサポートする必要があります。適切なサポートがないと、材料は単に切削工具から押しやられ、不正確で一貫性のない切削結果になります。
トレードオフと落とし穴の理解
PTFEの加工を成功させるということは、その固有の弱点を積極的に管理することを意味します。これらの要因を無視すると、スクラップ部品につながります。
熱膨張の影響
加工後まだ温かい状態で測定された部品は、仕様どおりに見えます。室温まで冷えると、大幅に寸法が小さくなる可能性があります。液浸またはミストクーラントを使用すると、操作中に材料の熱的安定性を維持するのに非常に効果的です。
クリープ(応力緩和)の課題
製造中または不適切なクランプによって誘発された内部応力により、加工後数時間または数日経っても部品の形状が変わることがあります。超高精度部品の場合、荒加工と仕上げ加工の間で材料を休ませて正規化させることが一般的な戦略です。
微細な表面仕上げの達成
切削は容易ですが、PTFEの柔らかさのため、完全に滑らかな表面を得るのは難しい場合があります。仕上げパスは非常に軽くする必要があり、場合によっては特定の要件を満たすためにマイクロポリッシングなどの技術が必要になることがあります。
プロジェクトへの適用方法
あなたの戦略は、部品の最終的な要件に基づいて適応させる必要があります。
- プロトタイピングまたは非重要部品が主な焦点の場合: 非常に鋭い工具と適切なワーク保持を使用して、機能的な部品を迅速に入手することを優先します。
- 厳密な公差(+/- 0.002インチ)を達成することが主な焦点の場合: クーラントで温度を積極的に管理し、材料の応力が正規化されるように複数パスの戦略を検討する必要があります。
- 作業を外部委託する場合: 潜在的なベンダーに、PTFEの経験、ワーク保持の方法、熱膨張の制御方法について具体的に尋ねてください。
結局のところ、PTFE加工の習得は、材料の特性を尊重し、その特有の挙動に合わせてプロセスを適応させる練習なのです。
要約表:
| 重要な考慮事項 | PTFEにとって重要な理由 |
|---|---|
| 工具の鋭さ | 鋭い工具はきれいにせん断し、鈍い工具は熱と応力を誘発します。 |
| 速度と送り速度 | 高い送り速度と中程度の速度により、熱の蓄積を防ぎます。 |
| ワーク保持 | クランプ圧力による変形を防ぎ、優しく均一なサポートが必要です。 |
| 熱膨張 | 加工による熱が大幅な膨張を引き起こし、冷却後に寸法が小さくなります。 |
| クリープ(応力緩和) | 内部応力が管理されていない場合、加工後に材料がゆっくりと変形することがあります。 |
信頼できる精密機械加工PTFE部品が必要ですか?
KINTEKでは、半導体、医療、研究所、産業分野向けに、高品質のPTFEシール、ライナー、実験器具、カスタム部品の製造を専門としています。当社の専門知識は、プロトタイプから大量生産まで、最も要求の厳しい仕様を満たす部品を提供するために、PTFE特有の課題を克服することにあります。
PTFE加工の複雑さは私たちに任せてください。当社のエンジニアリングチームに今すぐ連絡して、プロジェクトについて相談し、見積もりを取得してください。
ビジュアルガイド
関連製品
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- 高温耐食性を要する実験室用途向け、カスタムCNC加工による大型PTFEビーカー及びフラスコ
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- カスタマイズ可能なPTFEスクレーパーとショベル
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具



















