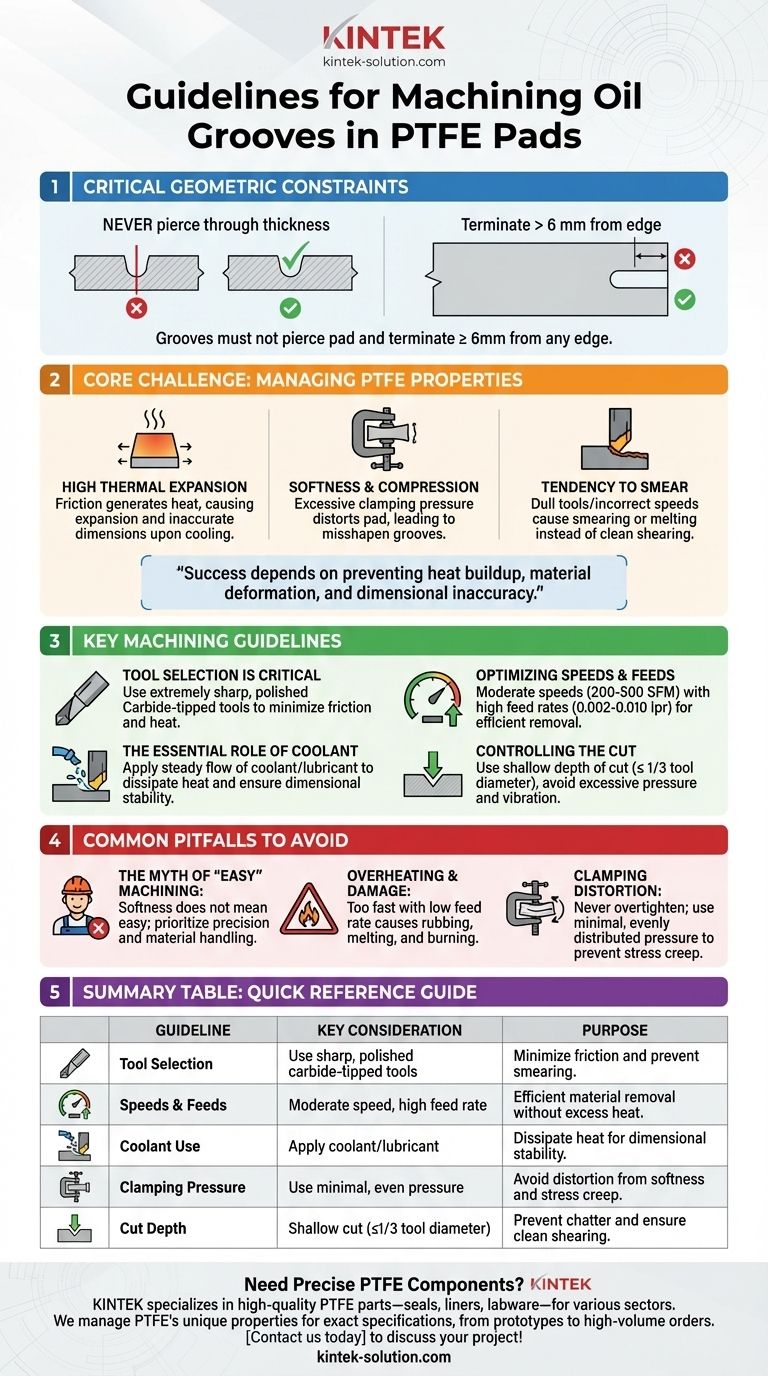
PTFEパッドのオイル溝加工は、いくつかの重要な幾何学的制約と、材料の固有の特性に対する深い理解によって規定されます。このプロセスは鋳鉄の加工と似ていますが、溝がパッドの厚さを貫通してはならず、いかなる端からも最低6mm離れた位置で終了する必要があります。溝の特定の形状と深さは柔軟で用途によって異なりますが、それを成功裏に加工するには、PTFEの性質を管理するための特定の技術が必要です。
主な課題はオイル溝の幾何学的形状ではなく、加工プロセス中のPTFE固有の柔らかさと高い熱膨張を制御することです。成功は、熱の蓄積、材料の変形、寸法の不正確さを防ぐために、適切な工具と技術を使用することにかかっています。

中核となる課題:PTFEの特性を扱う
PTFEを効果的に加工するには、その基本的な特性を中心にプロセスを設計する必要があります。その柔らかさは切削を容易にしますが、その他の特性は精度にとって大きな課題をもたらします。
高い熱膨張率
PTFEは温度変化によって大きく膨張・収縮します。切削工具による摩擦は熱を発生させ、これが切削中に材料を膨張させ、冷却後に溝の寸法が不正確になる原因となります。
柔らかさと圧縮性
この材料は柔らかく、容易に圧縮されます。過度のクランプ圧力はパッドを歪ませ、解放されたときに加工された溝は元の形状を失います。この応力クリープとして知られる特性により、厳しい公差の維持が困難になります。
スマージング(溶着)の傾向
切削工具が鈍い場合や切削速度が不適切だと、PTFEはきれいにせん断されるのではなく、溶けたりスマージング(溶着)したりすることがあります。これにより、表面仕上げが悪くなり、切削工具が詰まる可能性があります。
PTFE溝加工のための主要なガイドライン
工具、速度、ワークピースの取り扱いに関するベストプラクティスに従うことは、正確できれいな結果を得るために不可欠です。これらのガイドラインは、材料自体がもたらす課題を軽減するように設計されています。
工具の選択が重要
切削工具は極めて鋭利で研磨されている必要があります。超硬チップ工具は、HSS(ハイス鋼)よりも鋭利なエッジを長く保持し、摩擦熱を少なく発生させるため、強く推奨されます。滑らかな工具表面は、切りくずが容易に排出されることを保証します。
速度と送り速度の最適化
目標は、過剰な熱を発生させることなく効率的に材料を除去することです。比較的高い送り速度(1回転あたり0.002~0.010インチ)と組み合わせて、中程度の切削速度(開始点として毎分200~500表面フィート)を使用します。送り速度を速くすることで、工具が常に新しい材料を切削し、切りくずを素早く排出するのに役立ちます。
クーラントの不可欠な役割
PTFEの熱を伴うあらゆる操作において、クーラントまたは潤滑剤の使用が強く推奨されます。クーラントを一定量流すことで、切削界面の熱を放散し、熱膨張を防ぎ、寸法の安定性を確保します。
切削の制御
浅い一回の切り込み深さを使用し、理想的には工具径の3分の1を超えないようにします。柔らかい材料がチャタリング(振動)したり変形したりして表面仕上げが悪くなる可能性があるため、過度の圧力や振動を避けてください。
避けるべき一般的な落とし穴
正しい手順を知ることと同じくらい、何がうまくいかなくなる可能性があるかを理解することが重要です。PTFEを初めて扱う多くの機械工は、最終部品を損なう予測可能な誤りを犯します。
「簡単」な加工という神話
PTFEは柔らかく、工具摩耗を大きく引き起こさないため、加工が簡単だと思われがちですが、正確に加工するのは簡単ではありません。その柔らかさが主な課題の原因となります。圧力下での歪みと、きれいなせん断を得ることの難しさです。
過熱と材料の損傷
送り速度を低くして工具を速く動かしすぎるのはよくある間違いです。これにより、工具が材料を切削するのではなくこすりつけ、PTFEを溶かしたり焦がしたりする可能性のある強烈な局所熱が発生し、パッドが台無しになります。
クランプによる歪み
PTFEパッドを万力や固定具に締め付けすぎないでください。材料が圧縮され、部品を解放したときに加工された溝が必要な寸法を満たさなくなります。最小限の均一なクランプ圧力を適用してください。
目標に応じた正しい選択
あなたの特定の目的によって、プロセスのどの側面に優先順位を置く必要があるかが決まります。
- 寸法の正確さが主な焦点の場合: 豊富なクーラントによる熱管理を優先し、パッドの歪みを防ぐためにクランプ圧力を最小限に抑えます。
- きれいな表面仕上げが主な焦点の場合: 非常に鋭利で研磨された超硬工具を高い送り速度で使用し、材料がスマージングするのではなくきれいにせん断されるようにします。
- 新しいプロセスを設定する場合: 控えめな切削速度から始め、機器にとって最適なバランスを見つけるためにパラメータを徐々に上げる前に、効果的な切りくず除去に焦点を当てます。
結局のところ、PTFE加工の成功は、慎重な準備と正確な実行を通じて、材料の固有の特性を尊重することから生まれます。
要約表:
| ガイドライン | 主な考慮事項 | 目的 |
|---|---|---|
| 工具の選択 | 鋭利で研磨された超硬チップ工具を使用する | 摩擦を最小限に抑え、材料のスマージングを防ぐ |
| 速度と送り速度 | 中程度の速度(200~500 SFM)、高い送り速度 | 過剰な熱なしに効率的に材料を除去する |
| クーラントの使用 | 切削中にクーラント/潤滑剤を塗布する | 熱を放散させ、寸法の安定性を維持する |
| クランプ圧力 | 最小限の均一な圧力を適用する | PTFEの柔らかさと応力クリープによる歪みを避ける |
| 切り込み深さ | 浅い切り込み(工具径の1/3以下) | チャタリングを防ぎ、きれいなせん断を保証する |
精密でカスタム加工されたPTFE部品が必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野向けに、シール、ライナー、カスタムラボウェアなど、高品質のPTFE部品の製造を専門としています。PTFEの固有の特性を管理する当社の専門知識により、熱膨張や変形などの一般的な落とし穴を回避し、お客様の部品が正確な仕様で機械加工されることが保証されます。
プロトタイプから大量生産まで、精度と耐久性を最優先したカスタム製造を提供します。PTFE加工の複雑な作業は私たちにお任せください。
プロジェクトの要件について相談し、見積もりを取得するために今すぐお問い合わせください!
ビジュアルガイド
関連製品
- 食品・医薬品・化粧品用混合向け高純度耐腐食性PTFE分散ディスクおよび不活性攪拌パドル
- PTFE分散ディスク 食品・化粧品グレード 非粘着 耐腐 大型攪拌パドル カスタマイズ可能インペラ
- カスタマイズ可能 PTFE 断熱プレート 耐高温腐食 実験室用 多段積層サポートスタンド
- 耐高温PTFE断熱板 耐食性 金属フリー フッ素ポリマースタンド 超清浄ラボ用
- 耐食性PTFE撹拌ディスク 化学分散プレート 直径350mm フッ素樹脂ミキサーアクセサリー