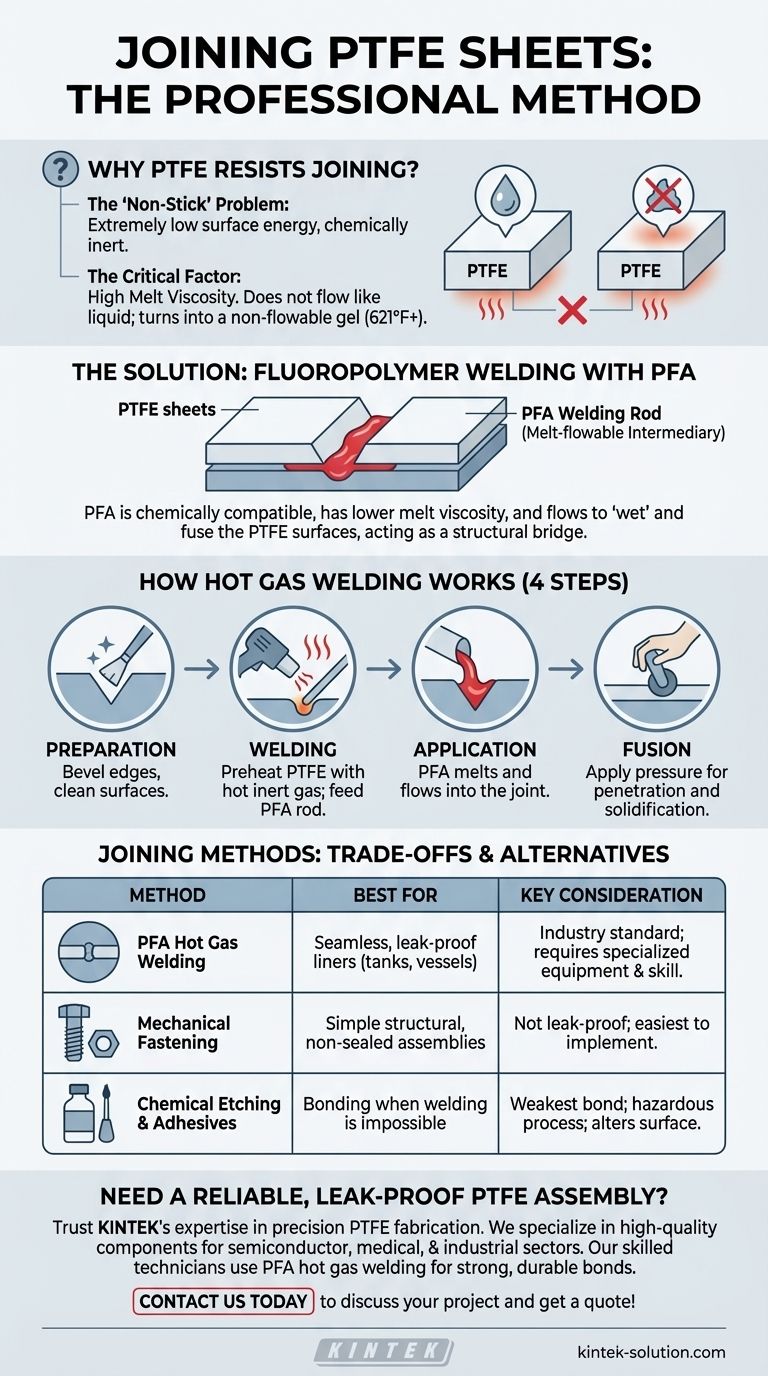
PTFEシートを溶接する主要な方法は、関連するフッ素樹脂、最も一般的にはPFA(パーフルオロアルコキシ)を、特殊な熱ガス溶接プロセスで溶接棒として使用することです。PTFE自体は溶融しても流動しないため、別のPTFEシートに直接融着させることはできません。PFAは、流れのない2つのPTFE表面を接合するための、流れやすい中間材として機能します。
PTFEを接合する際の中心的な課題は、高い融点ではなく、極めて高い溶融粘度です。これは液体ではなくゲル状になるためです。解決策は、PFAのような化学的に適合性のあるフッ素樹脂を使用することです。これは真の流動性のある液体に溶融し、PTFEシートを濡らして接合することができます。
根本的な課題:なぜPTFEは接合に抵抗するのか
解決策を理解するためには、溶接であれ接着剤であれ、あらゆる方法でPTFEを接合することが非常に困難である理由となる独自の特性をまず理解する必要があります。
「非粘着性」の問題
PTFEが非粘着性であるのは、表面エネルギーが極めて低く、化学的に不活性であるためです。これは、従来の接着剤が掴む対象を持たず、容易に剥がれてしまうことを意味します。
決定的な要因:高い溶融粘度
これが最も重要な概念です。PTFEには約327°C(621°F)の融点がありますが、他の熱可塑性プラスチックのように振る舞いません。
この点を超えて加熱されると、流れ混ざる液体にはなりません。代わりに、半透明の、高粘度のゲルに変化します。このゲル状の状態により、加熱された2つのPTFE表面が互いに流れ込んで均質な溶着部を形成することが妨げられます。
専門的な解決策:フッ素樹脂溶接
PTFEをそれ自体に融着させることができないため、業界標準は、架け橋として機能する、流れやすい別のフッ素樹脂を導入することです。
溶接棒としてのPFAの役割
PFAはこのプロセスのための材料として選ばれます。PTFEと化学的に非常によく似ているため、優れた耐薬品性と強力な接合を保証します。
重要なことに、PFAははるかに低い溶融粘度を持っています。加熱されると、真の粘性液体のように流動します。これにより、接合部に適用され、2つのPTFEシートの表面を濡らすことができます。
PFAを特殊な「ホットメルト接着剤」、あるいはより正確には母材と化学的に適合性のある溶接棒と考えてください。
熱ガス溶接プロセスの仕組み
これは、精度と専門知識を必要とする特殊な加工技術です。
- 準備: PTFEシートの端を面取りして「V」字型の溝を作り、溶接のための表面積を増やします。表面は完璧に清潔である必要があります。
- 溶接: 特殊な熱ガス溶接ガンが、超高温の不活性ガス(窒素など)の噴流を接合部に向けます。これによりPTFE表面が予熱されます。
- 適用: PFA溶接棒を熱ガス流に供給し、溶融させてPTFEシート間の準備された溝に流れ込ませます。
- 融着: 溶接工は、溶融したPFAが接合部に完全に浸透し、PTFEの熱いゲル状の表面と融着するように、一定の圧力と動きで作業します。冷却されると、PFAが固化し、強力で恒久的な溶着部が形成されます。
トレードオフと代替案の理解
PFA溶接が最も堅牢な方法ですが、その限界と、あまり一般的ではない他の潜在的なアプローチを認識しておくことが重要です。
PFA溶接の限界
主なトレードオフは、これが単純な現場作業ではないということです。温度と技術を正確に制御するために、熟練した技術者と特殊な機器が必要です。結果として得られる継ぎ目は強力ですが、親材であるPTFEとはわずかに異なる(ただし非常に類似した)熱的および機械的特性を持つPFAでできています。
化学エッチングと接着剤
溶接が不可能な用途では、PTFEを化学的に接合することができます。このプロセスには、通常、ナトリウム-ナフタレン溶液である危険なエッチング剤を使用して、PTFE表面からフッ素原子を剥離させることが含まれます。
これにより、エポキシ樹脂などの接着剤が機械的に受け入れやすい炭素質の茶色に変色した層が生成されます。この方法は危険であり、極度の注意が必要であり、通常、適切なPFA溶接よりも弱い接合部になります。
機械的固定
最も簡単な方法は、フッ素樹脂ボルトやリベットなどの機械的ファスナーでシートを接合することです。これはシームレスで漏れのない接合部を作成せず、連続した密閉面が主要な目的ではない用途にのみ適しています。
用途に応じた適切な方法の選択
適切な接合方法の選択は、プロジェクトの技術的要件に完全に依存します。
- シームレスで漏れがなく、耐薬品性のあるライナー(例:タンク用)を最優先する場合: PFA熱ガス溶接が唯一信頼できる業界標準の方法です。専門のフッ素樹脂加工業者に依頼する必要があります。
- 単純な機械的接続を最優先し、完全なシールが不要な場合: 機械的ファスナーを使用します。これは、構造的で密閉されていないアセンブリにとって簡単なアプローチです。
- 接着を最優先し、溶接が不可能な場合: 化学エッチングとそれに続く専用接着剤はニッチな代替手段ですが、PTFEの表面特性を損ない、危険物の取り扱いが必要です。
結局のところ、PTFEをうまく接合するには、その独自の材料科学を認識し、その固有の融着への抵抗を克服するために設計された方法を採用する必要があります。

要約表:
| 方法 | 最適用途 | 主な考慮事項 |
|---|---|---|
| PFA熱ガス溶接 | シームレスで漏れのないライナー(タンク、容器) | 業界標準。特殊な機器とスキルが必要 |
| 機械的固定 | 単純な構造的、非密閉アセンブリ | 漏れ防止ではない。実装が最も容易 |
| 化学エッチングと接着剤 | 溶接が不可能な場合の接合 | 最も弱い接合。危険なプロセス。表面が変化する |
信頼性が高く、漏れのないPTFEアセンブリが必要ですか? KINTEKの精密PTFE加工の専門知識を信頼してください。当社は、半導体、医療、実験室、産業分野向けに高品質のPTFEコンポーネント(シール、ライナー、ラボウェア)の製造を専門としています。当社の熟練した技術者は、プロトタイプから大量注文まで、お客様の用途の要件に合わせて強力で耐久性のある接合部を作成するために、特殊なPFA熱ガス溶接を使用しています。今すぐお問い合わせいただき、プロジェクトについてご相談の上、お見積もりを取得してください!
ビジュアルガイド
関連製品
- カスタムPFAチューブ 1/4インチ 高純度 耐食性フッ素樹脂チューブ 溶接・機械加工サービス対応
- 高純度PFAコイルチューブ、カスタムPTFE加工、PFA溶接、精密ベンディングソリューション
- 半導体前駆体微量分析用高純度PFA不活性ガスパージ装置、窒素およびアルゴン対応パージシステム
- 高純度PFAガス洗浄ボトル 耐腐食性排ガス吸収・緩衝容器
- 高純度PFAガス洗浄瓶 PTFEバブリングボール付きカスタムガススクラビングユニットおよび痕跡分析用吸収容器
















