PTFEの加工には、適切な工具が極めて重要です。 最も推奨される工具は、極めて鋭利で未コーティングの超硬合金またはハイス(HSS)カッターです。これらの工具は、材料をきれいに切断するように特別に選ばれており、このユニークなポリマーを扱う際の主な課題である摩擦熱と材料の変形を最小限に抑えます。
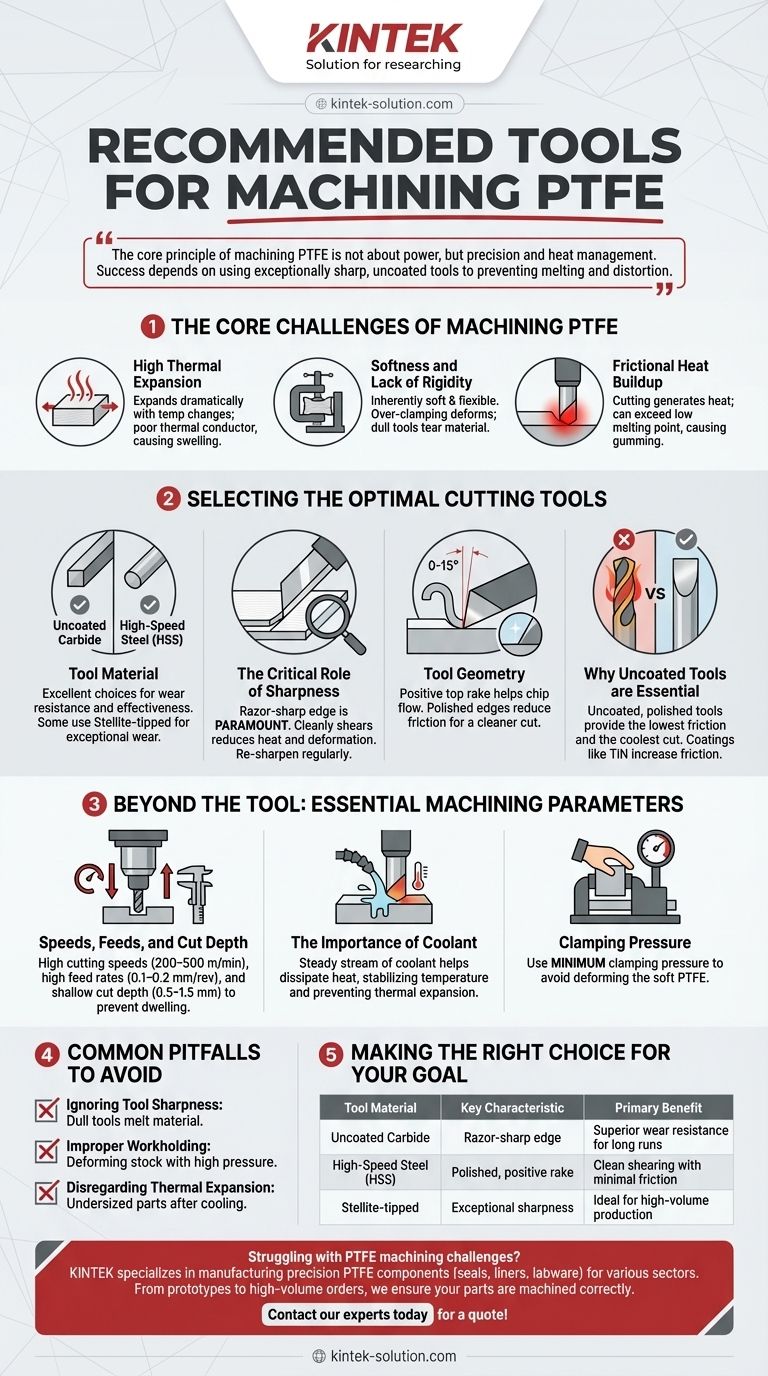
ポリテトラフルオロエチレン(PTFE)を加工する際の核となる原則は、パワーではなく、精度と熱管理にあります。成功は、例外的に鋭利で未コーティングの工具を使い、最小限の圧力で材料を切断し、ワークピースを簡単に台無しにする溶融や歪みを防ぐかどうかに完全に依存します。
PTFE加工の主な課題
適切な工具を選択するには、まずPTFEが加工困難である理由を理解する必要があります。その特性は、金属や他のプラスチックの加工とは大きく異なる特定の対処法を要求します。
高い熱膨張率
PTFEは温度変化によって劇的に膨張・収縮しますが、熱伝導率は低いです。これは、切削中に発生した熱が工具の周りに集中し、材料が膨張して寸法精度の誤差につながることを意味します。
柔らかさと剛性の欠如
この材料は本質的に柔らかく柔軟性があります。万力で過度のクランプ圧力をかけるとワークピースが変形し、切れ味の悪い切削工具では、材料をきれいにせん断するのではなく、押し引きしたり引き裂いたりします。
摩擦熱の蓄積
摺動用途での摩擦係数が低いことで知られていますが、切削プロセス自体がかなりの熱を発生させることがあります。この熱はPTFEの低い融点をすぐに超え、工具上でガム状になり、表面仕上げを台無しにする可能性があります。

最適な切削工具の選択
工具の選択は、上記の課題に対する直接的な対応です。すべての選択は、力と熱の管理を減らすために行われます。
工具材料:超硬合金 vs. HSS
未コーティングの超硬合金とハイス(HSS)の両方が優れた選択肢です。超硬合金は優れた耐摩耗性を提供し、長時間の生産に適していますが、HSSも非常に効果的です。一部の機械工は、優れた耐摩耗性のためにステライトチップ付きの工具を使用することもあります。
鋭さの決定的な役割
カミソリのように鋭い刃先が最も重要な要素です。鋭利な工具は、最小限の圧力でPTFEの繊維をきれいにせん断し、発熱と材料の変形を大幅に低減します。この鋭さを維持するために、工具は定期的に再研磨する必要があります。
工具形状:すくい角と研磨されたエッジ
ポジティブすくい角(通常0度から15度)を持つ工具が強く推奨されます。この形状は、切りくずをワークピースからカールさせて離し、必要な切削力を低減するのに役立ちます。さらに、工具の研磨されたエッジは摩擦をさらに低減し、よりきれいな切削に貢献します。
未コーティング工具が不可欠な理由
これは、最新のコーティング工具に慣れている機械工にとっては直感に反することがよくあります。窒化チタン(TiN)などのコーティングは、PTFEを切削する際に摩擦を実際には増加させ、より多くの熱の蓄積につながる可能性があります。未コーティングの研磨された工具が、最も低い摩擦と最も冷たい切削を提供します。
工具を超えて:不可欠な加工パラメーター
適切な工具も、適切なプロセスと組み合わせられて初めて効果を発揮します。機械の設定もPTFEに合わせて最適化する必要があります。
速度、送り速度、切り込み深さ
目標は、工具が「停滞」して熱を発生させることなく、材料を効率的に除去することです。これは、多くの場合、高い送り速度(0.1~0.2 mm/rev)と組み合わされた高い切削速度(200~500 m/min)によって達成されます。浅い切り込み深さ(0.5~1.5 mm)も、材料へのストレスを最小限に抑えるために重要です。
クーラントの重要性
クーラントシステムの使用を強くお勧めします。一定のクーラントの流れは、切削点での熱を放散させ、材料の温度を安定させ、公差を損なう熱膨張を防ぐのに役立ちます。
クランプ圧力
ワークピースをしっかりと保持するために必要な最小限のクランプ圧力を常に使用してください。万力を締めすぎると、柔らかいPTFEが圧縮され、解放されてリラックスしたときに完成した部品が仕様外になります。
避けるべき一般的な落とし穴
PTFEの挙動は他の材料と大きく異なるため、その加工における間違いは一般的です。これらの落とし穴を避けることが成功には不可欠です。
工具の鋭さを無視すること
最も一般的な失敗は、わずかに鈍った工具を使用することです。鈍った工具は、切削するのではなく、すぐに材料を押し付けたり溶かしたりし始め、結果として表面仕上げが悪くなり、寸法が不正確になります。
不適切なワーク保持
セットアップ中にPTFEの柔らかさを考慮しないことは、頻繁なエラーです。加工材の変形を防ぐために、クランプ力を分散させるカスタム治具やソフトジョーが必要になることがよくあります。
熱膨張を無視すること
加工熱でまだ温かいときに完全に仕様内であると測定された部品は、周囲温度まで冷えると寸法が小さくなります。この効果は予測し、補償する必要があります。
目標に合わせた適切な選択
あなたの工具とプロセスは、プロジェクトの特定の要件と一致している必要があります。
- 主な焦点が精密さと厳しい公差である場合: 極めて鋭利な未コーティングの超硬工具を優先し、熱膨張を綿密に管理するためにクーラントを大量に使用します。
- 主な焦点が高量生産である場合: 優れた耐摩耗性のために超硬合金またはステライトチップ付き工具に投資し、一貫した品質を維持するために厳格な再研磨スケジュールを設定します。
- 穴あけやねじ切りなどの二次加工を行う場合: 切りくずを効果的に排出し、穴内での溶融や固着を防ぐために、高い送り速度とペッキングサイクルを使用します。
結局のところ、PTFEの加工の成功は、そのユニークな特性を尊重し、力よりも繊細さを優先する工具と技術を選択することから生まれます。
要約表:
| 工具材料 | 主な特徴 | 主な利点 |
|---|---|---|
| 未コーティング超硬合金 | カミソリのような鋭いエッジ | 長時間の加工における優れた耐摩耗性 |
| ハイス(HSS) | 研磨されたポジティブすくい角 | 最小限の摩擦できれいなせん断 |
| ステライトチップ付き | 例外的な鋭さ | 大量生産に最適 |
熱変形や表面仕上げの悪さなど、PTFE加工の課題でお困りですか? KINTEKは、半導体、医療、実験室、産業分野向けに、精密なPTFE部品(シール、ライナー、実験器具など)の製造を専門としています。プロトタイプから大量注文まで、カスタム製造における当社の専門知識により、最初から部品が正しく機械加工され、時間と材料の節約につながります。プロジェクトの要件について相談し、見積もりを取得するために、今すぐ当社の専門家にご連絡ください!
ビジュアルガイド
関連製品
- PM2.5分析用 セラミックブレード搭載 高純度PTFE製フィルターメンブレンカッター カスタマイズ対応 実験用ろ紙分割装置
- カスタムPTFEスクレーパーシャベル兼サンプリングスプーン 耐食性・低バックグラウンド・白色フッ素ポリマーツール
- 微量分析・クリーンルーム実験用途向け 高純度PTFE製角型メンブレンカッター・フィルター分取装置
- カスタマイズ可能なPTFEスクレーパーとショベル
- 高純度PTFE円形フィルターメンブレンカッター(セラミックブレード付き) - 微量分析およびCDC研究所向けサンプル調製用



















