ポリテトラフルオロエチレン(PTFE)の機械加工には、材料と化学的に反応することなく熱を効果的に管理できるクーラントが最適です。最も一般的に推奨されるのは、非芳香族の水溶性クーラントで、スプレーミストとして適用されるか、軽い切削の場合は単に加圧空気が使用されます。これらの選択は、PTFEの機械加工における主要な課題である熱膨張を防ぐために不可欠です。
PTFEの機械加工における核となる課題は、材料の硬さではなく、熱伝導率の低さと高い熱膨張率です。クーラントの選択は、切削エッジでの熱を管理し、寸法安定性と良好な表面仕上げを保証するための、より広範な戦略における重要な部分となります。
核となる課題:PTFEの熱管理
PTFEは優れた断熱材です。これは多くの用途で利点となりますが、機械加工時には大きな問題を引き起こします。
熱が敵である理由
切削工具による摩擦によって発生する熱は、材料を介して急速に放散されません。代わりに、切削ゾーンに集中します。
この局所的な熱により、PTFEは急速に膨張します。制御しないと、この熱膨張により、部品が冷えたときに寸法誤差、公差不良、表面仕上げの劣化が生じます。
効果的なクーラントの役割
適切なクーラントは主に2つの機能を果たします。第一に、工具とワークピースから直接熱を放散し、熱膨張を防ぎます。第二に、切削エリアから切りくずを除去するのを助け、摩擦と熱の蓄積を防ぐために重要です。

推奨されるクーラントの種類とその適用
クーラントの選択は、機械加工操作の強度によって異なります。
加圧空気
軽い仕上げパスや材料除去率の低い操作では、加圧空気が優れた選択肢です。切りくずを切削ゾーンから効果的に吹き飛ばし、再切削による摩擦発生を防ぎます。また、適度な冷却効果もあります。
スプレーミストと水溶性クーラント
より積極的な荒加工や、非常に厳しい公差を維持する必要がある場合は、液体クーラントが必要です。非芳香族の水溶性クーラントが標準です。
これらの流体は空気よりも優れた冷却能力を提供し、熱膨張に直接対抗します。微細なミストとして適用するだけで、機械を水浸しにすることなく温度を安定させるのに十分な場合が多いです。
クーラント以外:PTFE機械加工のためのシステムアプローチ
効果的な冷却はパズルのほんの一部にすぎません。一貫した高品質の結果を達成するためには、クーラント戦略を適切な工具と機械パラメータと統合する必要があります。
シャープな工具の重要性
極めて鋭利で研磨された工具を使用し、超硬チップ付き工具が好ましい選択肢です。鋭利な刃先は材料を無理に押しつぶすのではなくきれいにせん断するため、そもそも発生する摩擦熱の量を劇的に減らします。
送り速度と切削速度の最適化
目標は、過剰な熱を発生させることなく材料を効率的に除去することです。推奨事項は異なる場合がありますが、基本的な原則は一貫しています。
高い切削速度(200〜500 SFM、または毎分表面フィートの範囲)と高い送り速度(1回転あたり0.002〜0.010インチ)を組み合わせて使用します。この組み合わせにより、工具は材料を素早く通過し、熱がワークピースに浸透する前に切りくずと一緒に運び去ることができます。
浅い切り込み深さ
応力と熱の蓄積を最小限に抑えるために、浅い切り込み深さを使用します。これにより切削力が減少し、一度に変形する材料の量が減るため、温度制御がさらに促進されます。
トレードオフの理解
適切なアプローチを選択するには、効率性とプロセスの単純さのバランスをとる必要があります。
ドライ加工(空気のみ)対ウェット加工
加圧空気によるドライ加工は、クーラントの管理や廃棄がなく、よりクリーンで単純です。しかし、材料除去率が制限され、最高の精度を必要とする部品には適さない場合があります。
液体クーラントによるウェット加工は、より積極的なサイクルを可能にし、厳密な寸法安定性を維持するために不可欠です。トレードオフは、クーラントシステムの管理と部品の清浄度の確保という複雑さが増すことです。
材料の完全性と汚染
PTFEは、医療、食品グレード、または高純度の用途でよく使用されます。これらの場合、選択したクーラントが非反応性であり、最終部品を汚染しないことを確認する必要があります。これが非芳香族の水溶性流体が指定される理由です。
目的に合わせた適切な選択
製造するコンポーネントの特定の要件に基づいて冷却戦略を選択してください。
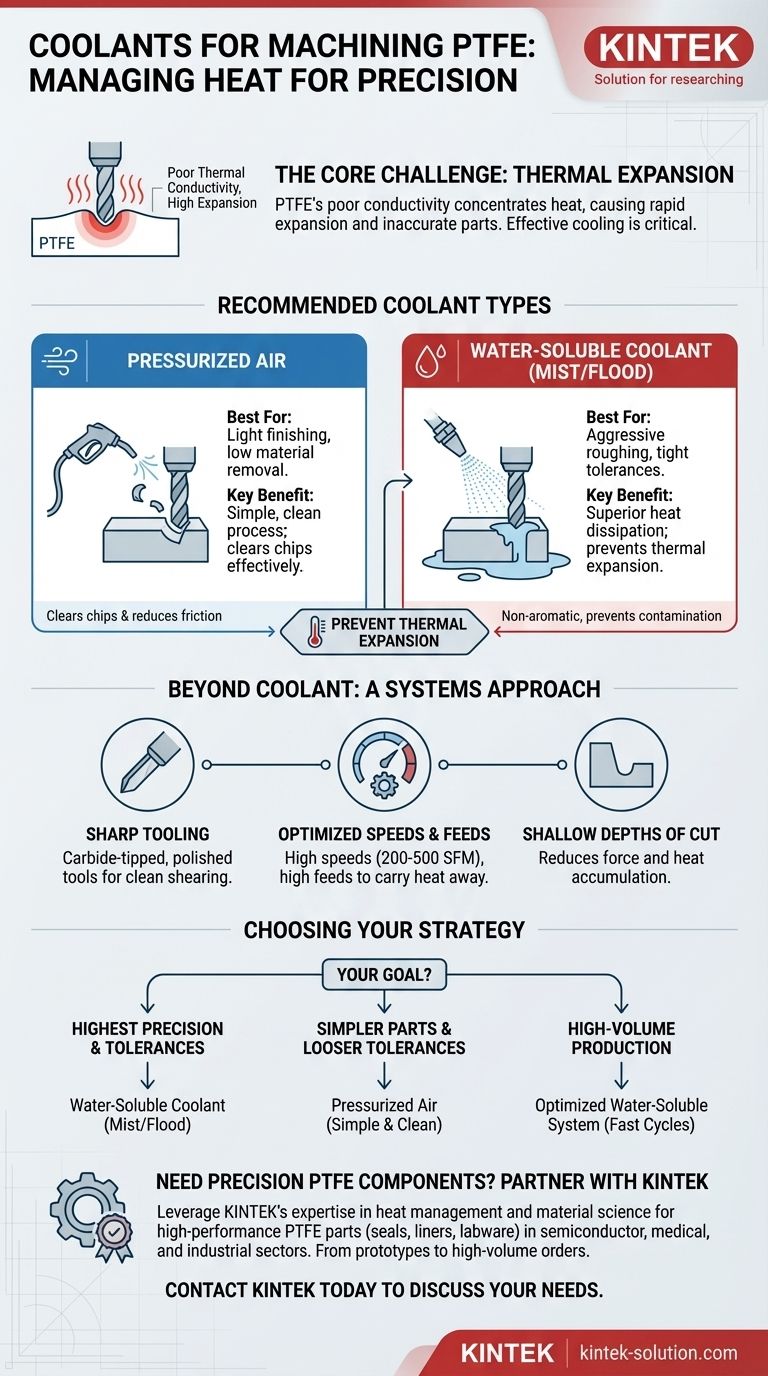
- 最高の精度と最も厳しい公差の達成が主な焦点である場合:熱膨張を積極的に管理するために、非芳香族の水溶性クーラントミストまたは液だれを使用します。
- 公差が緩い単純なコンポーネントが主な焦点である場合:加圧空気で十分な場合が多く、よりクリーンで単純なプロセスを提供します。
- 大量生産が主な焦点である場合:必要な高速サイクルタイムと工具寿命を達成するには、水溶性クーラントを使用した最適化されたシステムが必要です。
結局のところ、PTFEの機械加工を習得することは、プロセスのあらゆる段階で熱を制御するための包括的な戦略にかかっています。
要約表:
| クーラントの種類 | 最適用途 | 主な利点 |
|---|---|---|
| 加圧空気 | 軽い仕上げ、低い材料除去 | シンプルでクリーンなプロセス。切りくずを効果的に除去 |
| 水溶性クーラント(ミスト/液だれ) | 積極的な荒加工、厳しい公差 | 優れた放熱性。熱膨張を防止 |
精密なPTFEコンポーネントが必要ですか?KINTEKと提携しましょう
PTFEを正確な仕様で機械加工するには、熱管理と材料科学の専門知識が必要です。半導体、医療、産業分野向けの高機能PTFEコンポーネント(シール、ライナー、カスタムラボウェアを含む)の大手メーカーであるKINTEKは、お客様の部品が最高の精度と純度の基準を満たすことを保証するための経験を持っています。
当社は、プロトタイプから大量生産まで、カスタム製造を専門としており、優れた結果を得るために最適な機械加工戦略を活用しています。当社の専門知識をお客様のプロジェクトに適用させてください。
KINTEKに今すぐお問い合わせいただき、PTFEコンポーネントのニーズについてご相談の上、見積もりをご依頼ください。
ビジュアルガイド
関連製品
- 耐腐食性PTFE(ポリテトラフルオロエチレン)バルブおよびカスタマイズ可能な実験室用流体分注蛇口 - 産業用貯蔵タンクおよびプラスチックドラムにおける腐食性化学薬品の取り扱い用
- 腐食性化学プロセス用蛇管コイルおよびフラスコ回収システムを備えたカスタムPTFE還流縮装置
- カスタムPTFEコンデンサーチューブ 還流反応・凝縮精製装置 半導体・化学ラボ機器
- カスタムPTFE製定圧分液滴下漏斗 耐食性 低バックグラウンド 実験器具 微量分析用滴下漏斗
- PFAフラスコ用カスタムPTFE定圧分液漏斗、耐食性・低バックグラウンド実験器具



















