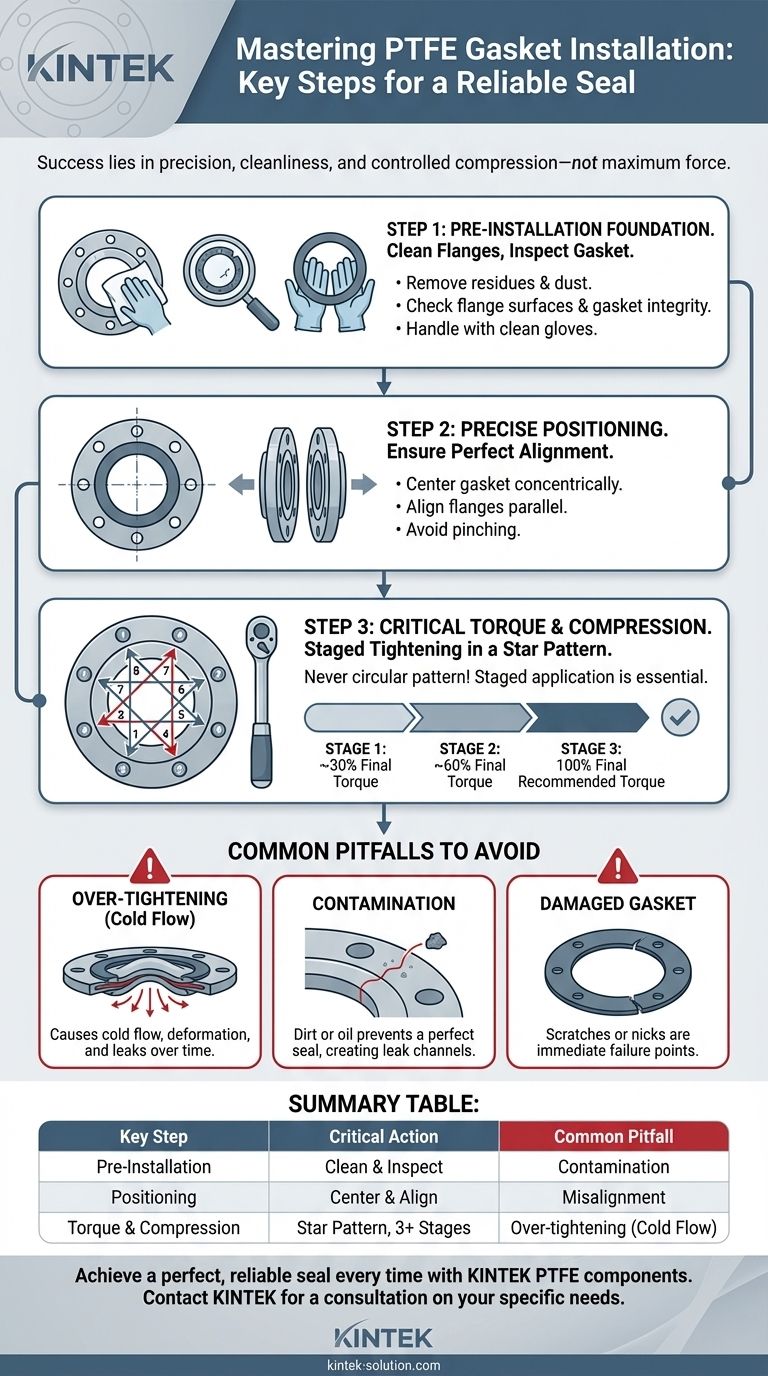
PTFEガスケットを適切に設置するには、清浄度、位置合わせ、制御された圧縮に焦点を当てた一連の正確な手順を実行する必要があります。不可欠なプロセスには、フランジ面を細心の注意を払って清掃・検査すること、損傷を防ぐためにガスケットを慎重に取り扱うこと、ガスケットが完全に中央に位置合わせされていることを確認すること、そしてボルトを段階的に星型パターンで締め付け、均一で一貫した圧力をかけることが含まれます。
PTFEガスケットで信頼性の高いシールを得る鍵は、最大の力ではなく、制御された均一な圧縮です。他の材料とは異なり、PTFEは「コールドフロー」を起こしやすい性質があるため、締めすぎは破損の主な原因となり、正確な多段階のトルク手順が絶対に不可欠になります。

基礎:設置前の準備
成功は、最終的なトルクが加えられるずっと前に決まります。ガスケットとシール面の完璧な準備は交渉の余地がありません。
フランジ面の検査
フランジ面は完全に清潔で良好な状態である必要があります。異物は潜在的な漏れ経路を作ります。
シール面からすべてのほこり、油性残留物、金属削りくず、または古いガスケット材料を取り除きます。
シールを損なう可能性のあるフランジ面のバリ、溶接スパッタ、深い傷がないか確認します。表面は滑らかで均一であるべきです。
ガスケットの完全性の確認
新しいガスケットが自動的に完璧なガスケットであるわけではありません。設置前に必ず検査してください。
ガスケットに切り傷、引っかき傷、変形などの欠陥がないか確認します。損傷した表面では信頼できるシールを作成できません。
特定のフランジおよび用途要件に対して、正しいガスケットサイズとスタイルであることを確認します。
細心の注意を払った取り扱い
PTFEは比較的柔らかい材料であり、その表面は性能にとって重要です。
手についた油や汚れによる汚染を防ぐため、常に清潔な手袋や工具でガスケットを取り扱ってください。
ガスケットの表面に傷や溝をつける可能性のある鋭利な工具は絶対に使用しないでください。わずかな傷でも圧力下では破損点になる可能性があります。
コア手順:位置決めと組み立て
正しい位置合わせは、圧縮荷重が正確に必要な場所に分散されることを保証します。
完璧な位置合わせの確保
ガスケットはフランジ面に完全に中央に配置する必要があります。位置のずれは不均一な圧縮を引き起こし、漏れの原因となる可能性が非常に高いです。
ガスケットをフランジの穴と同心になるように慎重に配置します。より大きく、またはより困難な設置の場合、位置合わせツールを使用すると有益な場合があります。
フランジの組み立て
ガスケットを所定の位置に置いたら、対向するフランジを慎重に合わせます。
フランジ同士が互いに平行になるように近づけます。このプロセス中にガスケットをこすったり挟んだりしないように注意してください。
重要なステップ:トルクと圧縮
これは、PTFEの固有の特性が最も注意を必要とする段階です。目標は均一な応力分布です。
星型または千鳥(クリスクロス)パターンの順守
ボルトを円形パターンで締めてはいけません。これは不均一な圧力点を作り出し、フランジを反らせたり、ガスケットを損傷させたりする可能性があります。
フランジを徐々に均等に引き寄せるために、常に星型または千鳥パターンを使用してください。
段階的なトルクの適用
最終トルク値を一度に適用することは、一般的で重大な誤りです。
トルクは少なくとも3つの異なる段階で適用します。
- 第1パス:推奨最終トルクの約30%まで締め付けます。
- 第2パス:推奨最終トルクの約60%まで締め付けます。
- 最終パス:推奨最終トルク値の100%まで締め付けます。
最終的なトルクチェックパスを再度星型パターンで行うことが、すべてのボルトが最終トルクに達していることを確認するために推奨されることがよくあります。
シールを損なう一般的な落とし穴
PTFEガスケットが破損する理由を理解することは、それらの破損を防ぐための鍵です。材料の特有の挙動が主な要因です。
締めすぎの危険性(コールドフロー)
最も一般的な間違いは、PTFEを硬いガスケット材料として扱い、過剰な力を加えることです。
PTFEはコールドフロー、つまりクリープの影響を受けやすく、時間が経つと材料が変形し、圧力源から移動します。
締めすぎるとガスケットが押しつぶされ、押し出されたり薄くなったりします。これによりガスケットへのシール応力が低下し、初期設置の数時間後または数日後に漏れ経路ができます。
汚染の影響
どんな破片でも、どんなに小さくても、シールを損なう可能性があります。
汚れ、金属の削りくず、または油性の残留物が、ガスケットがフランジ面に完全に接触するのを妨げ、漏れのための微細なチャネルを作成します。
損傷したガスケットまたは不適切なガスケットの使用
すでに傷や切り込みが入っているガスケットを設置することは、最初から接合部を破損させることになります。
同様に、その用途の圧力、温度、または化学環境に対して不適切なサイズまたは種類のPTFEを使用すると、早期の破損につながります。
目標に合わせた適切な選択
あなたの設置手順は、その用途の重要性を反映している必要があります。
- 長期的な信頼性の最大化が主な焦点である場合(重要サービス):すべての手順を正確に実行し、校正済みのトルクレンチを使用し、最終トルクチェックパスの前にガスケットが落ち着く時間を取ります。
- 標準的なメンテナンスが主な焦点である場合:清掃と検査のステップを省略しないでください。信頼できるシールを得るためには、星型パターンと段階的な締め付けは依然として不可欠です。
- 繰り返される漏れの問題をトラブルシューティングしている場合:プロセス全体を再評価し、特にフランジ表面の品質と、以前の設置中に締めすぎた可能性に注意を払ってください。
結局のところ、成功するPTFEガスケットの設置は、力任せではなく、精度と体系的なアプローチにかかっています。
要約表:
| 主要な設置ステップ | 重要なアクション | 避けるべき一般的な落とし穴 |
|---|---|---|
| 設置前 | フランジを清掃し、ガスケットの損傷を検査する。 | 汚れ、油、鋭利な工具による汚染。 |
| 位置決め | ガスケットを完全に中央に配置し、フランジを平行に位置合わせする。 | 不均一な圧縮を引き起こす位置のずれ。 |
| トルクと圧縮 | ボルトを星型パターンで、3段階以上(30%、60%、100%)で締め付ける。 | PTFEのコールドフローとシール破損を引き起こす締めすぎ。 |
KINTEKのPTFEコンポーネントで、毎回完璧で信頼性の高いシールを実現しましょう。
当社の高精度PTFEシール、ガスケット、ライナー、カスタムラボウェアは、半導体、医療、研究室、産業分野向けに最高水準で製造されています。プロトタイプが必要な場合でも、大量生産が必要な場合でも、当社の専門知識がお客様の重要な用途を漏れや破損から保護します。
お客様固有のPTFEコンポーネントのニーズに関するご相談については、今すぐKINTEKにお問い合わせください。
ビジュアルガイド
関連製品
- カスタマイズ可能 耐熱性 帯電防止 PTFE 絶縁ガスケット 難燃性 耐食性 産業用シール
- カスタムPTFE絶縁ガスケット 耐食性テフロンシール 特注エンジニアリングプラスチック部品
- 産業用電気アプリケーション向けのカスタムPTFE絶縁ガスケットおよび耐食性フッ素ポリマーシール
- 化学貯蔵ドラムおよび流体移送システム用の高耐食性PTFE蛇口ポリテトラフルオロエチレンバルブ カスタマイズ可能な産業用グレード
- カスタムPTFE耐酸支持ラック 多穴PFA水素吸収システムブラケット



















