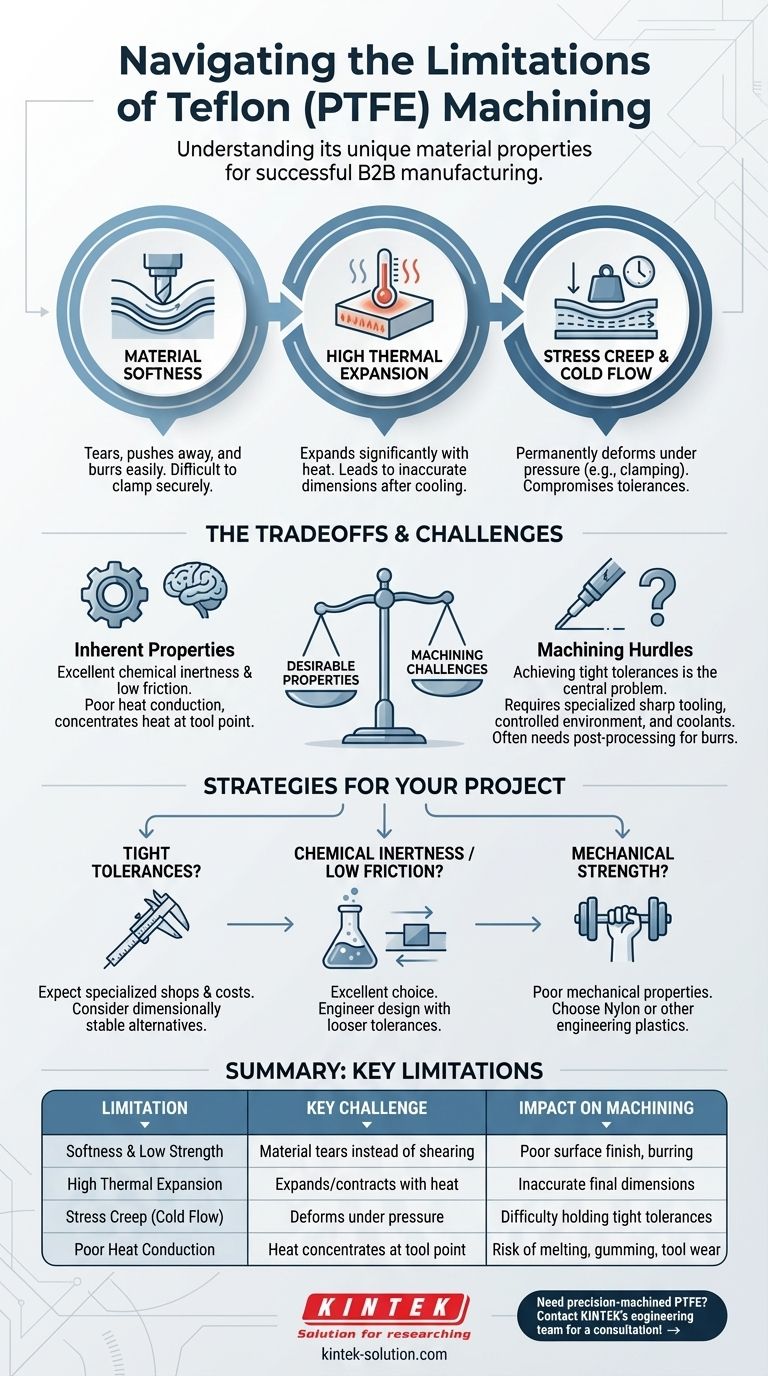
テフロン(PTFE)加工の主な限界は、材料の柔らかさ、高い熱膨張率、および圧力下で変形する傾向(ストレスクリープとして知られる現象)です。これら3つの特性が組み合わさることで、厳しい公差の達成、切削時の熱管理、バリなどの表面欠陥の防止が特有の課題となります。
テフロンの最大の強みである化学的不活性と低摩擦は、高精度での加工が難しいのと同じ分子特性から直接生じています。成功の鍵は、材料と戦うことではなく、その特有の挙動を理解し、それに対応することです。
核心的な課題:矛盾をはらんだ材料
テフロンは柔らかく、わずかな力で切れるため、加工が容易であると説明されることがよくあります。しかし、この柔らかさが、加工における最大の困難の原因でもあります。
柔らかさと低強度
鋭い工具はテフロンを容易に通過しますが、材料の強度が低いため、きれいにせん断されるのではなく、裂けたり刃から押しやられたりすることがよくあります。これにより、表面仕上げが悪くなり、かなりのバリが発生する可能性があります。
さらに、その柔らかさのために確実なクランプが困難になります。圧力が強すぎるとワークピースが変形し、弱すぎると振動が発生し、切削精度が損なわれます。
高い熱膨張率
テフロンは、ほとんどの材料よりもはるかに大きく温度変化によって膨張・収縮します。加工プロセス中に発生するわずかな熱でさえ、部品が膨張し、冷却後に不正確な最終寸法につながる可能性があります。
これには、熱発生を最小限に抑えるための温度管理された環境と、切削速度と送り速度の慎重な管理が必要です。
ストレスクリープと冷流れ(コールドフロー)
クランプジョーや切削工具の圧力など、機械的ストレス下に置かれると、テフロンはゆっくりと永続的に変形します。この「冷流れ」は、厳しい公差を維持することが非常に困難である主な理由です。
不適切なクランプが行われた場合、切削を一度も行わなくても部品の寸法が損なわれる可能性があります。
熱管理の悪さ
テフロンは優れた熱絶縁体であるため、熱を効果的に切削工具から逃がしません。熱は接触点に集中し、材料の溶解、工具へのガム付着、熱膨張の問題の悪化のリスクを高めます。
このため、熱を管理し工具寿命を改善するために、非芳香族の水溶性クーラントが推奨されることがよくあります。

トレードオフの理解
テフロンを使用するという決定は、その製造の現実と照らし合わせて検討する必要があります。その望ましい特性には、本質的な製造上の課題が伴います。
厳しい公差の難しさ
熱膨張、ストレスクリープ、柔らかさの組み合わせにより、高精度を達成することがテフロン加工における中心的な問題となります。可能ではありますが、専門的な知識、工具、プロセスが必要となり、コストが増加する可能性があります。
バリと仕上げ不良のリスク
裂ける傾向があるため、テフロン部品は機械から取り外された際にバリが付いていることが多く、二次加工で除去する必要があります。清浄で仕上げられた部品を得るためには、この後処理工程が頻繁に必要となります。
特殊な工具の必要性
標準的な切削工具はテフロンには不十分なことがよくあります。成功には、切削圧力と熱発生を最小限に抑えるために、特定の形状と狭いプロファイルを持つ非常に鋭い刃先が必要です。場合によっては、最高の性能を得るために特殊なダイヤモンドカッターが使用されます。
これをプロジェクトにどう適用するか
これらの限界を理解することで、設計および製造プロセスについて情報に基づいた決定を下すことができます。
- 厳しい寸法公差が主な焦点である場合: テフロンは本質的にこの目的にとって難しい材料であることを認識し、専門の機械加工業者が必要になるか、寸法的に安定した代替材料の検討が必要になる場合があります。
- 化学的不活性または低摩擦が主な焦点である場合: テフロンは優れた選択肢ですが、その材料特性に対応できるように、設計はより緩い公差でエンジニアリングされる必要があります。
- 機械的強度が主な焦点である場合: テフロンは機械的特性が低いことを認識し、ナイロンやその他のエンジニアリングプラスチックの方が適していることがよくあります。
テフロンをうまく活用することは、その本質的な加工上の限界を尊重しつつ、その強みを活かす設計を行うことです。
要約表:
| 限界 | 主要な課題 | 加工への影響 |
|---|---|---|
| 柔らかさ・低強度 | 材料がせん断されず裂ける | 表面仕上げの悪化、かなりのバリ発生 |
| 高い熱膨張率 | 熱によって膨張・収縮する | 冷却後の最終寸法の不正確さ |
| ストレスクリープ(冷流れ) | 圧力下で変形する | 厳しい公差の維持の難しさ |
| 熱伝導の悪さ | 熱が工具先端に集中する | 溶解、ガム付着、工具摩耗のリスク |
これらの課題を克服する精密加工PTFE部品が必要ですか?
KINTEKでは、半導体、医療、実験室、産業分野向けにテフロンやその他の高性能プラスチックの加工を専門としています。私たちはPTFEの特有の性質を理解しており、柔らかさ、熱膨張、ストレスクリープに効果的に対処するための専門知識と特殊な工具を備えています。
カスタムプロトタイプから大量生産まで、お客様が必要とする精度を提供し、材料固有の利点を損なうことなく、コンポーネントが正確な仕様を満たすことを保証します。
当社の専門知識をプロジェクトに活かしましょう。相談については、今すぐ当社のエンジニアリングチームにご連絡ください!
ビジュアルガイド
関連製品
- トレース分析用 耐食性三角フッ素樹脂容器 カスタム機械加工PTFE円錐形サンプルセル
- 習慣は実験室 ITO FTO の伝導性ガラスのクリーニングの花かごのための形成された PTFE のテフロン部品の製造業者を機械で造りました
- 特注PTFE製実験装置 耐食性 低バックグラウンド反応セル 精密CNC加工
- テフロン部品とPTFEピンセットのためのカスタムPTFE部品メーカー
- 高度な産業用途向けカスタマイズ可能なPTFEロッド



















